 |
||||||
|

![]()
![]()
![]()
Преимущества технологии тонких печатных форм:
- Улучшенное воспроизведение тонких штриховых элементов и растровой точки до 2% (60 лин/см).
- Уменьшение эффекта «стиральной доски».
- Сохранение очень тонких линий и растровых точек на форме благодаря уменьшению глубины рельефа.
- Уменьшение растяжения поверхности формы, гарантирующее более точное совмещение.
- Форма более гибкая и лучше ложится на формный цилиндр.
- Повышенная скорость печати.
- Лучшее качество благодаря уменьшению растискивания; возможно репродуцирование оригиналов с большим оптическим диапазоном.
- Чистые, четкие растровые точки.
- Уменьшение времени обработки (по сравнению с толстыми формами)
монтажа
форма
|
Полутоновая печать
|
Тему раскрывают два вопроса:
- Какие методы должны использоваться?
- Как переменные параметры процесса могут быть определены визуально?
При изготовлении растровых негативных фотоформ должны быть известны характеристики печатной машины и используемых материалов, другими словами, какое растискивание растровой точки будет на оттиске.
|
Определение растискивания
|
Растискивание растровой точки (DG) — это заметная на глаз разница между градационной характеристикой растровой фотоформы и оттиском, выраженная как разность между относительной площадью растровой точки (в процентах) на оттиске (%AP) и на фотоформе (%AG). Например:
Градационная характеристика оттиска обычно выше, чем соответствующая характеристика фотоформы, так как физическое увеличение точек в процессе печатания, так же как светорассеяние во время экспонирования, вносит свой вклад в изменение градационной характеристики.
После того, как при цветоделении сделана поправка на растискивание растровой точки, нужно контролировать градационную характеристику фотоформ при их выводе и фактическое растискивание в процессе печати.
|
Характеристики печатного процесса
|
Этот термин относится к графическому представлению растискивания растровой точки. Он дает информацию об изменениях размеров растровой точки на запечатанном материале по сравнению с фотоформой. Градационная кривая действительна только для той комбинации параметров машины и материала, для которой были определены ее значения. Изменение всего одного фактора приведет к серьезным ее искажениям.
Почему растискивание растровой точки является наиболее важным фактором? Растискивание — это переменная, используемая при репродуцировании для того, чтобы дать возможность получать фотоформы, отвечающие конкретным параметрам печати. Градационная характеристика растровой фотоформы уменьшается в соответствии со значениями растискивания на оттиске, то есть точки на фотоформе будут меньше по размеру для компенсации их увеличения при печати. Без этой модификации градационной характеристики отпечатанное изображение будет темнее, чем оригинал (рис. 19 и 20).
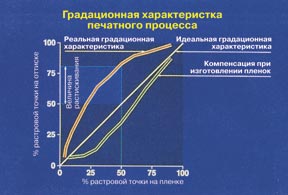
Рис. 19
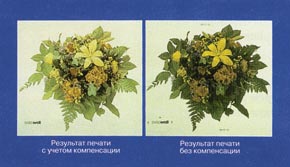
Рис. 20
Прирост точки легко и быстро определяется (как баланс по серому) печатанием тестовой формы и измерением результатов денситометром (рис. 21).
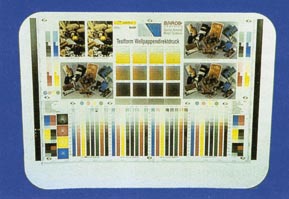
Рис. 21.
Тестовая форма для контроля печати
* Слегка увеличившаяся общая толщина формы обладает ярко выраженным эффектом улучшения качества печати, за счет того, что пеноматериал поглощает избыток давления.
![]()
Издательство «Курсив»
 |