|
Журнал «Пакет»:
Читальный зал Содержание Поиск
Подписка Распространение
Авторам и рекламодателям: |

|
|||||||
|
Ольга Гулинкина, Весна. Время покупать
Каждый предприниматель, использующий для упаковки своей продукции гофроящики, может потерпеть убытки из-за их разрушения в процессе транспортировки и складирования. Реакция на это однозначна - апелляция к производителям. Но, как показывает практика, производитель виноват далеко не всегда. Типичные ошибки при использовании гофроящиков связаны с тем, что не найдено оптимальное сочетание факторов, влияющих на их прочностные свойства. Рассмотрим немного подробнее каждый из этих факторов. Геометрические размеры. Их выбор обусловлен:
Марка гофрокартона выбирается исходя из веса нетто, высоты штабеля и геометрических размеров. Подробные расчеты марки картона приведены в ГОСТ 4142-90 «Ящики из гофрированного картона. Общие технические условия», а также в инструкции Астраханского НИИ бумаги: «Ящики картонные. Правила обращения». Внешняя упаковка палеты. Чтобы предотвратить влияние атмосферных явлений и придать штабелю дополнительную прочность и устойчивость, рекомендуется внешняя упаковка палеты в пленку-стрейч с прокладками из пятислойного гофрокартона и уголками из гофрокартона или прессованного вторсырья на ребрах жесткости. В отдельных случаях в качестве комплектующих применяются прокладки из ДСП с обвязкой жестяной лентой. Если условия хранения пустых гофроящиков регламентированы нормативными документами, указанными выше, то хранение заполненных гофроящиков осуществляется, в лучшем случае, в соответствии с нормативами на конкретный вид продукции. Зависимость прочностных свойств гофроящиков от условий хранения во внимание, как правило, не принимается. Это самая распространенная ошибка. Наибольшее влияние на прочность оказывает относительная влажность воздуха в складском помещении. С увеличением относительной влажности воздуха увеличивается влажность гофрокартона и снижаются его прочностные свойства. Повышение влажности картона с 8-9% до 13-14% приводит к снижению сопротивления торцевому сжатию до 50%, а при 18-20% ящики практически теряют свои прочностные свойства и становятся непригодными для использования.
С чего же лучше начать потребителю, который раз и навсегда решил избавиться от убытков, связанных с проблемой потери прочности гофроящиков при штабелировании? Размеры, внутреннюю и внешнюю логистику, вес нетто и высоту штабеля желательно рассчитать и оптимизировать до заказа партии гофроящиков, но это требует определенных знаний и опыта. В рамках данной статьи мы попробуем осветить наиболее простую, с точки зрения ее понимания и решения, и в то же время очень значимую проблему: влияние относительной влажности воздуха на потерю прочности гофроящиков при штабелировании. Предположим, что оптимальные параметры гофроящика (геометрические размеры, масса нетто, высота штабеля и марка гофрокартона) подобраны и используются предприятием не один год но, несмотря на это, проблемы, связанные с разрушением гофроящиков при штабелировании не исчезли. Какой бы великолепный гофроящик ни был куплен, его легко можно привести в негодность при хранении в помещениях с повышенной влажностью, не говоря уже о случаях хранения в протекающих и промерзающих помещениях или (в России нередки и такие случаи) под открытым небом. На большинстве предприятий влажность гофроящиков перед штабелированием, а также относительная влажность воздуха в складских помещениях, не проверяются. Если влияние влажности гофрокартона на его прочностные свойства ранее изучалось, то результаты исследования динамики изменения влажности гофрокартона, изготовленного из разных материалов, в зависимости от относительной влажности воздуха, публикуются впервые. Исследования были проведены в 1998-99 гг. соискателем МГУЛеса О. Щербаковой на базе лаборатории кафедры химической технологии древесины МГУЛа и лаборатории технического контроля предприятия «ОАО Картонтара».
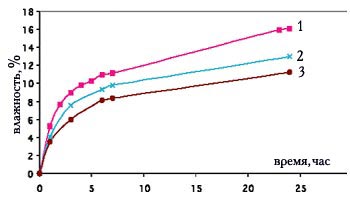
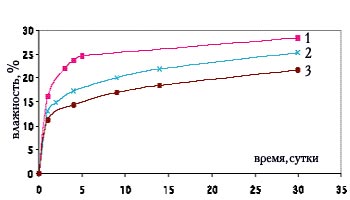
Прочность гофроящиков зависит от содержания влаги в картоне, следовательно, опосредованно связана с атмосферными условиями. Содержание влаги в гофрокартоне зависит от нескольких факторов. Состояние атмосферы. Динамика изменения влажности (рис. 1, 2) показывает, что за сутки хранения в условиях стопроцентной относительной влажности воздуха, влажность картона увеличивается вдвое, а по истечении месяца возрастает более чем в 3 раза.
Рис. 1. Изменение влажности гофрокартона в зависимости от времени кондиционирования (часы), W 100%
Рис. 2. Изменение влажности гофрокартона в зависимости от времени кондиционирования (сутки), W 100% При стопроцентной относительной влажности воздуха вода с течением времени присоединяется к активным центрам (-OH; -COOH; -CO), находящимся на поверхности гофрокартона, образуя с ними различные связи. По мере увеличения влажности возрастает количество молекул воды между активными центрами, что приводит к увеличению расстояния между ними и, следовательно, к уменьшению силы взаимодействия между ними, что и является определяющим фактором в потере прочности гофроящиков при штабелировании. Компонентный состав самого картона, напротив, позволяет прогнозировать поведение гофроящиков в условиях повышенной влажности. На рис. 1, 2 показано изменение влажности гофрокартона с разным компонентным составом в течение времени:1 - макулатурный гофрокартон, 2 - один слой макулатурный + два целлюлозных, 3 - целлюлозный гофрокартон при относительной влажности воздуха W-100%. Эти зависимости наглядно демонстрируют, как компонентный состав гофрокартона влияет на динамику изменения влажности ящиков при хранении их в помещении с относительной влажностью воздуха 100%. Наиболее гидрофильным материалом в данном случае является гофрокартон, изготовленный из вторичного сырья. Менее подверженвоздействию влаги гофрокартон из целлюлозных материалов. Это говорит о том, что даже при прочих равных условиях (одинаковых марках, нагрузках и т. д.) гофроящики, изготовленные из вторичного сырья, всегда подвергаются большему риску при увеличении относительной влажности воздуха. «Предыстория» - количество прочносвязанной воды в гофрокартоне. Дело в том, что волокнистые материалы, в том числе гофрокартон, могут прочно связывать воду в своей межволоконной сетке, что приводит к пластификации и увеличению гидрофильной способности этих материалов. Количество прочносвязанной воды можно определить пересечением представленных на рис. 1, 2 кривых с осью Y при переводе их в полулогарифмический вид. Этот показатель не входит в нормативы по контролю качества гофрокартона и может быть определен лишь дополнительными исследованиями и аналитическими расчетами. В лабораториях ОТК, цехах и складах влияние прочносвязанной воды в гофрокартоне на потерю прочности гофроящиков при штабелировании определить трудно. Поэтому на практике эта величина не учитывается, и гофрокартон считается абсолютно сухим после сушки при 105°С в течение 1,5 часов.
В процессе эксплуатации и транспортировки гофроящики несут различные нагрузки. Как показывает практика, основными причинами, вызывающими разрушение картонной тары в процессе ее эксплуатации, являются сжимающие или растягивающие усилия. Чаще всего гофроящики испытывают сжимающие нагрузки вдоль плоскости листа гофрокартона, вызывающие следующие деформации:
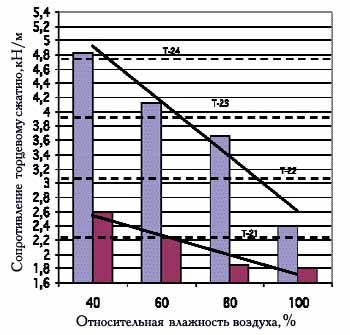
Перечисленные свойства гофрокартона меняются под воздействием влаги по-разному. Сопротивление торцевому сжатию является наиболее значимым свойством при сжимающих нагрузках, а также при определении марки гофрокартона, так как существенно зависит от изменения влажности. Если содержание влаги в материале увеличивается на 1%, то значение данного показателя уменьшается на 8%. Содержание влаги также оказывает отрицательное влияние на показатели жесткости на изгиб и сопротивление расслаиванию. Наименее чувствительным к влаге является сопротивление разрыву. На примере изменения сопротивления торцевому сжатию (рис. 3) рассмотрим, как изменяются прочностные характеристики гофрокартона в зависимости от относительной влажности воздуха.
Рис. 3. Влияние относительной влажности воздуха в складских помещениях на качество гофрокартона в течение 24 часов График показывает, что при штабелировании заполненных ящиков, изготовленных из гофрокартона марки Т-24 (синие столбцы) при относительной влажности воздуха 100%, через сутки марка гофрокартона опускается до Т-21, и штабель рушится. Если же качество гофрокартона изначально было невысоким (бордовые столбцы), то надеяться вообще не на что. Результат не заставит себя ждать. Уменьшить вероятность возникновения неприятных последствий, связанных с обрушением гофроящиков при штабелировании, могут помочь несколько рекомендаций.
Эти несложные рекомендации являются необходимым, но недостаточным условием для устранения проблем, связанных с потерей прочности гофроящиков при штабелировании. Для того, чтобы решить эту проблему полностью, необходимо создать систему контроля качества гофроящиков, включающую в себя:
Об этом и другом читайте в следующих выпусках журнала «Пакет», а пока... вооружившись психрометром и влагомером попытайтесь прогнозировать риск при штабелировании вашей продукции.
|

Издательство «Курсив»
 |