 |
||||||
|

В. П. Митрофанов,
доктор технических наук,
профессор Московского государственного университета печати
Ползучесть материалов и точность выполнения технологических операций
![]()
![]()
![]()
Ползучесть запечатываемого материала является одной из главных причин неприводки красок…
Для производства печатной продукции, а также печати и дальнейших процессов изготовления упаковки применяются рулонные печатные машины и комплексные скоростные агрегаты, имеющие в своем составе печатные секции (иногда даже различных способов печати, чаще всего флексографской и глубокой) и секции послепечатной отделки (тиснения, каширования, лакирования и др.) Все последовательно выполняемые операции должны обеспечивать точное совмещение красок или других элементов. В противном случае выпустить продукцию хорошего качества невозможно. Например, неприводка красок, последовательно налагаемых друг на друга, не должна превышать 0,1 мм. И это при том, что шести-семикрасочная печать становится обычной в производстве упаковки, хотя чаще всего все же применяется четырехкрасочная.
Знание причин нарушения приводки красок в печати (и в других технологических операциях) и физической сущности явлений, вызывающих ее, необходимо специалистам любого уровня (рабочим, техникам, инженерам-технологам и наладчикам агрегатов). Но до сих пор ни в отечественной, ни в зарубежной технической и учебной литературе эти знания в полной и доступной форме не были изложены, хотя их важность подчеркивается во всех публикациях, касающихся обработки рулонного материала в секционных агрегатах. Это в особенности относится к явлениям, связанным с ползучестью запечатываемого материала, которая является одной из главных причин появления в процессе печати на ленте постоянной, установившейся неприводки красок (в дальнейшем мы не будем добавлять «и в других технологических операциях», полагая это само собой разумеющимся).
Под ползучестью материала понимают его свойство изменять свои размеры во времени при постоянной нагрузке. (Например, если натянуть руками полиэтиленовую пленку, то, прежде чем разорваться, она будет постоянно удлиняться — «ползти». — Прим. ред.) Из этого не следует, что при переменной нагрузке ползучесть не проявляется; просто при постоянной нагрузке (в частности, при постоянном натяжении ленты) она легко обнаруживается. Ползучесть в той или иной мере проявляют все упаковочные запечатываемые ленточные материалы (полиэтиленовая пленка, алюминиевая фольга, свежезапечатанная бумага и др.) На бумаге этот процесс проявляется наиболее сложно, и именно поэтому на ее примере мы рассмотрим влияние ползучести на приводку красок.
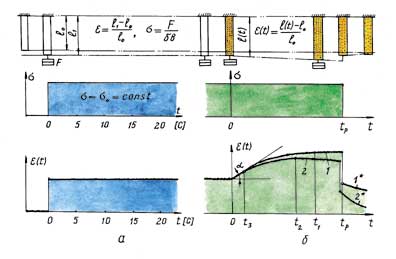
Рис. 1
Ползучестью «сухой» бумажной ленты (не смоченной жидкой краской) при рулонной печати можно обоснованно пренебречь и на участке ее движения между рулоном и первым печатным аппаратом считать абсолютно упругой. Действительно, если к ленточному образцу бумаги длиной l0, шириной b и толщиной  приложить постоянное усилие F (рис. 1а, вверху), то он сразу же растянется до размера l1. На этом же рисунке представлены известные из школьного курса физики формулы для определения относительного удлинения ленты
приложить постоянное усилие F (рис. 1а, вверху), то он сразу же растянется до размера l1. На этом же рисунке представлены известные из школьного курса физики формулы для определения относительного удлинения ленты  и напряжения в ее поперечном сечении. Возникшее при приложении постоянной нагрузки 0 в момент времени t = 0 относительное удлинение ленты остается неизменным (неразличимым среди погрешностей измерительной и записывающей аппаратуры) в течение достаточно длительного времени (рис. 1а, внизу).
и напряжения в ее поперечном сечении. Возникшее при приложении постоянной нагрузки 0 в момент времени t = 0 относительное удлинение ленты остается неизменным (неразличимым среди погрешностей измерительной и записывающей аппаратуры) в течение достаточно длительного времени (рис. 1а, внизу).
Совсем по-другому ведет себя ленточный образец бумаги, если под постоян-ной нагрузкой в момент времени t = 0 (рис. 1б) его слегка обрызгать из распылителя флексографской краской. Разумеется, такое воздействие может показаться утрированным, но качественно оно очень наглядно (количественные исследования необходимо проводить с движущейся лентой, запечатывая ее на специальном приборе). Начиная с момента времени t = 0 (рис. 1б), то есть с момента смачивания бумаги жидкой краской, ее относительное удлинение (при постоянной нагрузке) возрастает, и по истечении времени t1 устанавливается постоянным (в течение некоторого промежутка времени tp – t1. Время t1 установления процесса ползучести зависит от величины постоянной нагрузки и разновидности бумаги и составляет от 6 до 20 с. Качественно кривая 1 на этом отрезке времени напоминает экспоненту. Если в момент времени t = tp нагрузку снять, то упругая составляющая деформации исчезает одновременно со снятием нагрузки, а другая ее составляющая (часто называемая в технической литературе эластической) монотонно уменьшается (кривая 1*) со скоростью, зависящей от скорости испарения растворителя краски. Если одновременно со смачиванием (или несколько позже) к ленте подводится тепло, то процесс идет по кривой 2. Достигнув максимума, относительное удлинение монотонно уменьшается, а после разгрузки ленты идет по кривой 2*. Если тепловое воздействие интенсивно, то кривая 2* быстро убывает и может пересечь горизонтальную ось координат. Это говорит о том, что из-за перегрева лента дала усадку и ее влагосодержание стало меньше, чем первоначальное (при «сухой» ленте).
Разумеется, при скоростной рулонной печати ползучесть не успевает развиться полностью. В зависимости от скорости печати и длины проводки в машине время движения ленты может составить от 1 до 15 с (последнее относится к глубокой печати, в которой из-за необходимости сушки оттисков каждой краски путь ленты самый большой). На рис. 1б внизу это время обозначено t3 (офсетная и флексографская печать). Однако, как будет показано ниже, даже очень малое проявление ползучести запечатываемой ленты может привести к существенной неприводке красок.
Такие материалы, как полиэтилен и алюминиевая фольга, не впитывающие краску, сами по себе проявляют ползучесть, причем их сушка может привести, наоборот, не к усадке материала, а к увеличению ползучести из-за изменения его свойств при повышенной температуре.
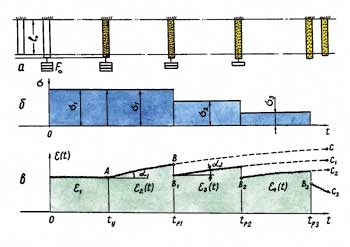
Рис. 2
Рассмотрим качественную картину поведения ленты при последовательном ступенчатом снятии нагрузки с материала. Этот пример позволит в дальнейшем легче понять физическую сущность установившегося движения материала через печатные секции рулонной машины и выявить физическую сущность установившейся неприводки красок. Схема нагружения ленты показана на рис. 2а, а график изменения напряжений в ней — на рис. 2б. Если в момент t = 0 «сухую» бумажную ленту натянуть c силой F0, то, как и в предыдущем случае, возникшее ее относительное удлинение 1 остается практически постоянным до момента t = ty, когда на нее наносится жидкая краска. С этого момента бумажная лента начинает ползти и, если бы нагрузка в дальнейшем оставалась неизменной, то мы наблюдали бы процесс (кривая ABC), изображенный ранее на рис. 1б. Если в момент времени t = tp1 снять один из трех одинаковых грузов, то в этот же момент относительное удлинение ленты скачком уменьшится на одну треть упругой составляющей и процесс ползучести 3(t) пойдет менее интенсивно (кривая B1C1). Если затем в момент t = tp2 снять еще один груз, то можно наблюдать предшествующую картину: упругая составляющая уменьшится еще на одну треть от своего первоначального значения, а процесс ползучести пойдет по кривой4(t). Если в момент t = tp3 полностью разгрузить ленту, то упругая составляющая совсем исчезнет, процесс восстановления эластических деформаций (B2C2) будет зависеть от интенсивности испарения растворителя краски. Качественно эта картина падения натяжения от секции к секции и деформации ленты наблюдается при ее установившемся движении в рулонной машине.
Издательство «Курсив»
 |