 |
||||||
|

![]()
![]()
![]()
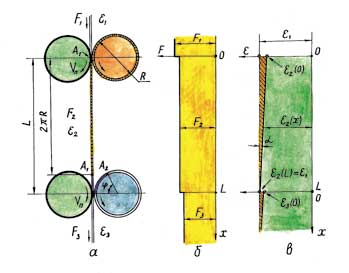
Рис. 3
На примере флексографской печати рассмотрим процессы в двух первых печатных секциях машины (аналогичным путем можно оценить установившийся процесс во всех последующих секциях многокрасочной машины). При постоянном натяжении ленты на входе в первый аппарат условие правильной наладки двух соседних аппаратов на точное совмещение красок при абсолютно упругой ленте очевидно из схемы на рис. 3а:
 (1)
(1)
где L — путь ленты между секциями,  — фазовое смещение цилиндров второго аппарата по отношению к первому.
— фазовое смещение цилиндров второго аппарата по отношению к первому.
Из этого простого уравнения очевидны два способа устранения неприводки красок: или с помощью регистровых валиков путем изменения параметра L, или же путем изменения параметра (с помощью специальных технических средств в кинематической цепи привода, соединяющего цилиндры соседних аппаратов).
Если же лента не является абсолютно упругой, а проявляет свойство ползучести, то в аппаратах, налаженных по условию (1), будет иметь место статическая ошибка регистра (статическая, установившаяся неприводка красок)  . В этом случае условие правильной наладки имеет вид:
. В этом случае условие правильной наладки имеет вид:

или
 (2)
(2)
При этом относительное удлинение ленты возрастает по мере ее движения от первого аппарата ко второму (рис. 3а, в), на входе в который его величина  2(L) становится равной 1. При этом натяжение F2 ленты на межсекционном участке меньше ее натяжения F1 на предыдущем участке:
2(L) становится равной 1. При этом натяжение F2 ленты на межсекционном участке меньше ее натяжения F1 на предыдущем участке:
 (3)
(3)
где — модуль упругости, Vn — скорость печати.
Величина статической неприводки красок равна условной площади, заштрихованной на рис. 3в. Расчет, выполненный аспиранткой МГУП И. Дронкиной, приводит к простой формуле:
 (4)
(4)
Из нее следует, что статическая неприводка красок тем больше, чем больше путь между секциями, чем меньше скорость печати и чем большую ползучесть (больше ) проявляет запечатываемая лента. Величина имеет размерность с-1, а формула справедлива лишь при Vn> 0,3 м/с.
) проявляет запечатываемая лента. Величина имеет размерность с-1, а формула справедлива лишь при Vn> 0,3 м/с.
Для примера примем, что ползучесть материала мала и = 2x10-3 с-1, а путь L равен 500 мм. Если при скорости печати 1 м/с сделать точную приводку красок, а затем перейти на рабочую скорость, равную 4 м/с, то по формуле (4) можно рассчитать величины для обеих скоростей печати и затем найти их разность, которая покажет величину  неприводки красок, снова появившуюся после выхода машины на скорость печати 4 м/с:
неприводки красок, снова появившуюся после выхода машины на скорость печати 4 м/с:
 мм
мм
Приближенно можно считать, что при четырех- и шестикрасочной печати она будет пропорциональна увеличению пути ленты, то есть будет больше соответственно в три и пять раз:
 мм
мм
и
 мм
мм
Приведенные выше простые формулы позволяют также объяснить причину невозможности современными техническими средствами устранить неприводку красок по обеим кромкам ленты одновременно, хотя формы изготовлены и смонтированы на цилиндрах очень точно, без перекосов. Дело заключается в том, что существующие устройства продольной приводки красок устраняют ее на одну и ту же величину по всей ширине ленты. Поэтому, если ближе к одной из боковых кромок печатаются насыщенные элементы изображения, а ближе к другой находится много «светлых» мест (пробелов), то статическая неприводка красок (из-за различной ползучести ленты по ее ширине) будет различной в одном и том же поперечном сечении ленты. В лучшем случае печатнику удается уменьшить эту неустранимую полностью величину в два раза, распределив ее поровну с противоположными знаками между кромками ленты.
В заключение перечислим основные причины неприводки красок и других операций, прямо или косвенно (через ) вытекающие из приведенных выше формул: изменение входного натяжения ленты, скорости печати, режимов работы красочных аппаратов и сушильных устройств, колебания параметра L (вызываемые биениями направляющих валиков на межсекционных участках), колебания параметра (вызываемые случайным перебором зазоров в механизмах привода) и отклонения параметров материала (толщины и модуля упругости) от их номинальных значений. Само собой разумеется, что неточности изготовления форм и их монтажа на цилиндрах должны быть добавлены к перечисленным выше главным причинам.
![]()
Издательство «Курсив»
 |