| УФ-краски:
радикальные или катионные?
| Сегодня к упаковке
и этикетке предъявляется все больше
требований по дизайну, оформлению,
а также качеству печати - яркости,
насыщенности и глянцу. Известно, что
качество печатной продукции определяется
многими факторами, но в первую очередь
печатными красками. И именно благодаря
краскам можно достичь необходимой
яркости, проработки тонов и насыщенности
цветов. Высокие качественные характеристики
упаковки и этикетки обеспечиваются
применением красок, отверждаемых под
действием УФ-излучения. В данной статье
подробно рассмотрена сама технология
УФ-отверждения, типы и характеристики
УФ-отверждаемых красок, а также их
компоненты. |
Дмитрий
Токманцев,
технический специалист
компании «ЯМ Интернешнл»
|
Рис. 1. Подавляющее большинство
производителей машин
для печати УФ-красками выпускает
только узкорулонные
машины. Итальянская фирма Carint-Cargraf
- одна из
немногих, кто выпускает широкорулонные
УФ -
флексографские машины. На фото -
модель Dracoflex
|
Прежде
чем начать разговор об УФ-красках, выделим
основные их особенности:
-
короткое время высыхания;
-
постоянная вязкость
в процессе печати вследствие отсутствия
растворителя;
-
наилучшая адгезия
к различным трудно запечатываемым
пленочным материалам;
-
максимальная устойчивость
оттисков к световому, химическому
и физическому воздействиям;
-
отсутствие засыхания
краски в печатной секции без воздействия
УФ-лучей.
Оттиску, запечатанному УФ-красками, можно
придать великолепный блеск с помощью отделки
УФ-лаками. Они обеспечивают наиболее высокий
глянец среди всех применяемых в полиграфии
лаков, кроме того, имеют самое короткое
время высыхания.
С ламинацией
или без?
УФ-краски применяются в основном в узкорулонной
(до 600 мм) флексографии для выпуска этикеточной
и упаковочной продукции, что обусловлено
прежде всего экономическими факторами.
На широкорулонных машинах (свыше 600 мм)
используются водные и спиртовые краски
(они дешевле более чем в два раза). Оттиски,
запечатанные красами на основе растворителей,
имеют не самые высокие показатели химической
и механической стойкости, и для придания
конечному продукту более высоких потребительских
свойств их часто подвергают ламинированию
(припрессовке другого пленочного материала).
Только УФ-краски придают оттискам на
пленке высокую стойкость к влиянию света,
влаги, различным химическим растворителям,
механическому воздействию и т. д. Только
УФ-краски могут позволить отказаться от
ламинирования при изготовлении различной
упаковочной продукции. Отсутствие операции
ламинирования и применения специальных
ламинаторов позволяет значительно упростить
процесс и снизить затраты на выпускаемую
продукцию, так как суммарные затраты на
использование УФ-красок в итоге оказываются
ниже, чем при печати водными или спиртовыми
красками с последующим ламинированием.
Закрепление УФ-красок на оттиске происходит
практически мгновенно за счет реакции
фотополимеризации. УФ-краски не содержат
растворителя и состоят в основном из связующего
(65–70%), пигмента (20–25%) и различных
добавок, регулирующих печатно-технические
и потребительские свойства (5–10%).
|
Рис. 3. Образцы флексографской печати
красками MIRAGE
Quartz, изготовленные на зарубежных
и российских
предприятиях. Британская компания
MIRAGE -
единственный в мире производитель
катионных
УФ-красок для высокой печати
|
К недостаткам этих красок стоит отнести
их относительно высокую стоимость (что
связано прежде всего с пока относительно
небольшой долей их использования в общем
объеме потребляемых красок), а также образующийся
при работе УФ-ламп озон. Для его удаления
печатная машина должна иметь фильтры и
вытяжную систему. Некоторые типы ламп
благодаря водяному охлаждению и определенному
составу излучения образуют минимальное
количество озона (например, лампы фирмы
Ushio, устанавливаемые в узкорулонных
флексографских машинах и машинах высокой
печати Ko-Pack, образуют минимальное количество
озона - в пределах ПДК).
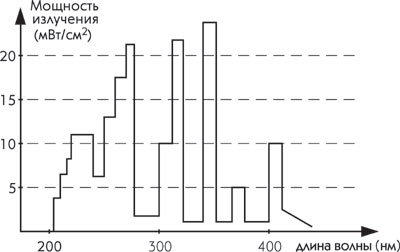
В модулях УФ-сушки печатных машин применяются
либо ртутные, либо специальные галогенные
лампы. Пример спектра УФ-ламп - на рис.
2. Мощность этих ламп должна составлять
порядка 100–200 Вт/см2. Точное значение
зависит от характера печатаемого изображения,
скорости машины и свойств используемых
красок и запечатываемых материалов. Отверждение
красок происходит менее чем за 1 с, что
позволяет без проблем достигать скорости
печати 200 м/мин и выше.
Распределение эмиссии в спектре показывает,
на какую длину волны приходится наибольшее
по мощности излучение УФ-лампы. Как видно,
максимум мощности падает на диапазон 340–360
нм.
Два типа полимеризации
Существуют
два принципиально различающихся вида реакции
фотополимеризации - радикальный и катионный,
и два типа УФ-отверждаемых лакокрасочных
материалов - с радикальным и катионным
механизмами отверждения.
При радикальном механизме отверждения
фотоинициатор поглощает свет и генерирует
свободные радикалы; при катионном образуются
катион и анион, которые выполняют функции
свободных радикалов. В качестве связующего
(ФПК) в радикальных лакокрасочных материалах
применяются акрилаты (олигоэфир- или олигоуретанакрилаты),
а в катионных - в основном эпоксидные
смолы.
Наиболее широкое распространение получили
радикальные материалы. Это связано с их
меньшей стоимостью по сравнению с катионными.
Однако у радикальных материалов имеется
и ряд существенных недостатков:
- недостаточная адгезия и стойкость
на истирание, особенно при запечатывании
различных пленочных материалов для изготовления
колбасной оболочки (например, полиамида);
- наличие остаточного запаха - существенное
препятствие к их использованию для печати
пищевой упаковки;
- деформация пленочных материалов типа
термоусадочного ПВХ при УФ-сушке.
Эти недостатки полностью отсутствуют
у катионных УФ-материалов.
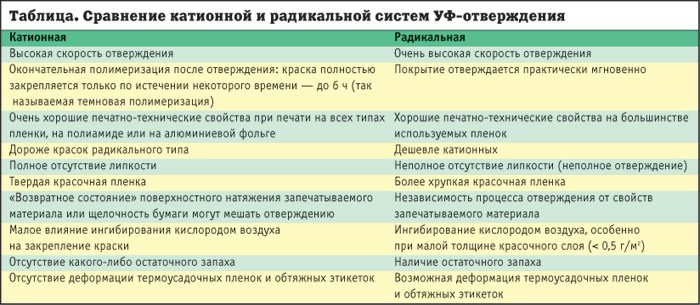
Более детальное сравнение радикальной
и катионной систем на примере флексографских
красок УФ-отверждения приводится в таблице.
Как видно из нее, радикальные краски обеспечивают
качественную печать при невысокой стоимости.
Однако для достижения оптимальных печатно-технических
и потребительских свойств целесообразно
использовать УФ-краски катионного типа.
Комментарий
редакции
Состав
УФ-лаков и красок
Основной
частью УФ-материалов является связующее
(так называемая фотополимеризующаяся
композиция - ФПК), которое и определяет
сам факт отверждения краски под
действием УФ-излучения и связанные
с этим преимущества. Пигмент, как
правило, идентичен используемым
в других типах красочных систем
(органические пигменты, а также
сажа и диоксид титана для черной
и белой красок).
Основными компонентами ФПК, оказывающими
значительное влияние на печатно-технические
характеристики и качество как красок,
так и оттисков в целом, являются
следующие вещества:
- Мономер - органическое вещество,
как правило, небольшой молекулярной
массы и малой вязкости, которое
зачастую используется в качестве
растворителя или разбавителя в
данных композициях.
- Олигомер - органическое соединение
с молекулярной массой, намного
превышающей массу мономера. Представляет
собой твердое вещество либо жидкость
с большой вязкостью. Олигомер
способен к полимеризации и сополимеризации
с мономером. В основном именно
природой олигомера определяются
многие печатно-технические и потребительские
свойства УФ-отверждаемых покрытий.
- Фотоинициатор (ФИ) - органическое
вещество, инициирующее реакцию
полимеризации мономера и олигомера
и обеспечивающее таким образом
переход композиции из жидкого
состояния в твердое, с пространственно-сетчатой
сшитой структурой.
|

|

2004.jpg)