| Анилоксовые
валы: теория и практика
Часть 3. По ту сторону вязкости...
Нанесение покрытий флексографским способом
и реология переноса краски
| Предлагаем читателям
третью часть статьи об анилоксовых
валах. На этот раз речь пойдет о нанесении
различных покрытий флексографским
способом, а именно - о том, какое
количество краски, лака или клея не
в теории, а на самом деле переносится
на материал и какие параметры влияют
на этот процесс. |
|
Кристофер
Харпер,
технолог-консультант,
Harper Corporation
|
Реология
- это наука, изучающая природу деформации
и текучести вещества. Печатникам-флексографам
фундаментальное понимание свойств течения
красок и лаков важно для получения предсказуемого
результата в печати - и может быть хорошим
подспорьем в решении сложных проблем.
Знание вязкости ваших красок или лаков
необходимо для получения хороших, постоянных
результатов. Но за цифрами, выражающими
вязкость, кроются свойства переноса жидкости
как таковой или то, что обычно называется
реологическими свойствами материала. Таким
образом, то, что мы рассматриваем здесь,
- это динамическая реология жидкостей,
переносимых в условиях «зоны поверхности
переноса анилокса» печатной или лакировальной
машины.
В течение долгого времени технология
обработки поверхности наносящих валов
была серьезно ограничена в части точности
и предсказуемости поведения на машине.
Это приводило к тому, что технология печати
оказывалась более искусством, нежели наукой.
Работа наугад продолжает мешать разработчикам
красок и лаков, поскольку перенос лабораторных
результатов в производственные условия
обычно бывает очень долгим и зачастую
рискованным процессом.
Причиной непредсказуемости довольно часто
оказывается неправильное понимание динамики
переноса жидкости при печати и нанесении
покрытий. Простой перенос лабораторного
результата, полученного с определенными
допущениями, приводит к простою печатной
машины и потере качества.
Определяя требования
Нанесение
покрытий давно используется для улучшения
свойств поверхности того или иного материала.
В печати лакировка полотна или листа обычно
используется для придания материалу требуемых
потребительских свойств, включая влагостойкость,
повышенную гладкость, химическую стойкость,
глянец, стойкость к истиранию, скольжению
и др.
|
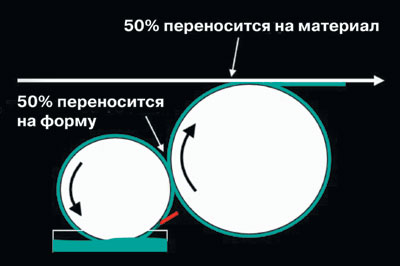
Рис. 1. Тесты подтвердили, что действительно
доходит до
запечатываемого материала только
23–25% объема краски
или покрытия из ячеек анилоксового
вала , поскольку с
анилокса на печатную форму переносится
половина, а
затем половина от этого количества
- на материал
|
При разработке этих покрытий в лаборатории
наносят заданное количество тестового
лака на тестовые подложки из тех материалов,
которые используют в производстве.
Когда химический состав покрытия определен,
возникает вопрос о количестве. Требуемое
количество для получения необходимых потребительских
свойств обычно измеряют в килограммах
на стопу. Полученные показатели принимают
за результат, который следует достичь
на машине.
Когда характеристики, полученные в лаборатории,
переносятся в производство, возникает
несколько проблем. Первая заключается
в том, что лабораторные критерии оценки
успеха должны быть теми же, что и применяемые
в производстве. К примеру, по образцу
какого размера рассчитывается масса квадратного
метра материала?
Вторая проблема состоит в следующем:
определяя, какой анилоксовый вал следует
использовать, проверьте, правильно ли
вы учитываете динамику переноса жидкости.
Это, возможно, самая распространенная
ошибка при определении необходимого объема
нанесения покрытия. На протяжении многих
лет это плохо понималось, вплоть до начала
исследований, спонсированных Harper Corporation
и начатых в середине 90-х. Они были предприняты
для изучения процесса нанесения покрытий
и оптимизации усилий по улучшению технологий
обработки поверхности анилоксовых валов.
|
Рис. 2. Исследования подтвердили,
что между
поверхностями большинства передающих
валов и печатных форм происходит
50 -
процентное разделение пленок жидкостей
|
До этого времени большинство специалистов
полагало, что весь объем краски или лака,
помещающийся в ячейки анилоксового вала,
передается на печатную форму и далее на
материал (или прямо на материал - в глубокой
печати). Исследования показали, что это
неверно, и только 23–25% объема ячеек
анилокса реально доходит до запечатываемого
материала, причем это справедливо для
99% испытанных жидкостей, включая краски!
Этот результат был получен после исследования
сотен систем нанесения жидких покрытий.
Рис. 1 показывает логику, согласно которой
результирующая красочная пленка уменьшается
до 25% от первоначального объема.
Следовательно, если по расчетам для достижения
желаемого цвета или потребительских свойств
требуется объем краски или лака «х», то
объем ячеек необходимого анилокса будет
равен «х» умноженное на четыре. Именно
эта величина и будет определять требуемый
объем наносящего вала - при условии использования
флексографского способа нанесения.
Визуализация
реологии в динамике
|
Рис. 3. Пробопечатные системы, разработанные
для моделирования реальных условий
печати,
очень важны для успешного запуска
тиража.
Здесь изображены устройства, разработанные
HarperScientific.com
|
Как
и многие открытия, простая теория, созданная
на основании наблюдений, доказала истинность
предположений, сделанных о том, что происходит
на микроскопическом уровне в зоне переноса
между анилоксовым валом и формой, а также
между формой и запечатываемым материалом.
Примером может быть наблюдение за каплей
клея, которую поместили на один палец,
потом коснулись вторым и медленно развели
их. На рис. 2 показано, как жидкость в
действительности разделяется - ровно 50%
остается на исходной поверхности. Мы предположили,
что именно такое разделение происходит
на микроскопическом уровне со всеми жидкостями,
предаваемыми между двумя поверхностями.
Последующие исследования показали, что
это действительно так и есть.
Это объясняет, кроме того, почему динамика
течения жидкости или ее реология дает
нам хорошее объяснение причин того факта,
что поверхностная энергия, измеряемая
в динах на сантиметр, в целом слабо влияет
на процесс печати и нанесения покрытий.
Это объяснение происходит из анализа динамических
переносящих сил, показанных на рис. 2,
вне зависимости от характера поверхностей.
Исследования подтвердили существование
только одного требования - достаточной
поверхностной энергии для прилипания или
создания действующей силы переноса используемой
жидкости. Таким образом, дины имеют свою
область влияния в печати, но только в
пограничных ситуациях. Одним из примеров
этому может служить очень загрязненный,
засаленный полимерный материал, от которого
краска отталкивается по причине миграции
восков или масел на его поверхность, снижая
тем самым уровень поверхностной энергии,
требующейся для переноса краски на материал.
Оптимизация
предсказуемости процесса нанесения покрытий
Качественное
нанесение покрытий начинается еще в лаборатории
с химикатов, которые легко наносить и
с которыми легко работать на печатной
машине. Моделирование условий печатной
машины должно быть по возможности наилучшим,
и это не мелочь для большинства печатников.
Лучшие типы ручных пробопечатных систем
очень близки по конструкции к устройствам,
разработанным HarperScientific.com под
названием Echocel Coating Jr. Proofer.
В отличие от наиболее часто используемых
спиральных ракелей или ракельных дозирующих
приспособлений, эти новые устройства используют
керамические анилоксовые валы с лазерной
гравировкой и ракельный дозирующий узел,
которые позволяют наилучшим образом сымитировать
процесс, происходящий в машине. Устройства
этого типа гораздо более научны, нежели
старые технологии, имеющие нулевую корреляцию
с механикой печатной машины (рис. 3).
Вне зависимости от того, какое пробопечатное
устройство используется на стадии разработки,
оно должно как минимум давать повторяемые
результаты, которые проверяются и документируются
в лабораторных условиях. Эти лабораторные
испытания дадут минимальное и максимальное
количество наносимого покрытия или краски
для управления процессом и контроля качества.
Удивительно, как часто можно видеть на
практике, как выходят на производство
с единственным желаемым значением, и это
приводит ко многим часам простоя машин.
Потратьте необходимое время на выбор
правильной конфигурации поверхности анилокса.
Разработка спецификации на покрытие для
условий печатной машины требует некоторых
математических расчетов для получения
ожидаемого результата. Расчеты становятся
определяющим фактором при выборе вала.
В зависимости от требуемых толщины и сухого
остатка покрытия может быть использовано
до трех различных видов геометрии поверхности
вала. Сюда включают 60-градусный шестиугольник,
спиральную или прямоугольную ячейки с
углом 45°. Каждый из них пригоден для
нанесения более толстых или тонких слоев
лаков, а также для лаков с различным сухим
остатком.
Толщина покрытия может быть разной для
разных случаев. Это могут быть:
- ламинация,
- нанесение печатных лаков,
- нанесение цветных покрытий,
- нанесение клеев,
- силиконовые антиадгезионные покрытия,
- защитные покрытия,
- покрытия подложек для блистерных
упаковок,
- специальные покрытия.
Каждый пункт из перечисленного требует
различной техники нанесения покрытия,
при котором ваш поставщик анилоксовых
валов должен гарантировать результат -
безусловно, при предоставлении ему информации,
требуемой для разработки спецификации.
Ваш поставщик должен иметь специальный
бланк спецификации, в котором отражена
вся необходимая для разработки информация.
В некоторых случаях может потребоваться
использование тестового анилоксового вала
(с набором различных гравировок на одном
валу) для наибольшей достоверности результата.
Если покрытие наносится для абсолютно
нового применения или ожидается качественно
новый уровень потребительских свойств,
такое тестирование рекомендуется проводить,
поскольку реологические и другие свойства
используемого материала могут быть существенно
отличными от всех опробованных ранее.
И несмотря на то, что этот тест может
оказаться достаточно дорогим как по стоимости,
так и по времени, он поможет избежать
существенно больших потерь от простоя
оборудования или даже провала проекта.
Если нововведение имеет хорошую потенциальную
нишу на рынке, то такой тест должен включаться
в стоимость разработки новой технологии.
Суммируя вышесказанное, необходимо сказать,
что покрытия, наносимые на флексографских
машинах, дают большие преимущества клиентам
- а когда это делается с научным подходом,
то может оказаться очень доходным для
любого предприятия. К этому надо относиться,
как к особой производственной возможности,
реализуемой на постоянной основе. Здесь,
как и в печатных процессах, правильные
поставщики покрытий и анилоксовых валов
в высшей степени важны.

|

2004.jpg)