| Гильзы
и адаптеры для флексографии:
типы, использование, особенности
| С каждым годом
требования к качеству упаковки заметно
повышаются, и типографиям приходится
прилагать серьезные усилия, чтобы
их продукция этим требованиям соответствовала.
А для этого нужны не только квалифицированные
специалисты, современное печатное
оборудование, но и качественные комплектующие.
Среди них важное место занимают формные
гильзы. Их надежность и точность изготовления
оказывают существенное влияние на
качество печати. Как выбрать формные
гильзы? На что необходимо обратить
особое внимание при их выборе? |
 |
Виктория
Бондарева,
начальник отдела комплектующих,
компания «Итрако» (Москва) |
Формные
гильзы, а также адаптеры (промежуточные
гильзы, использующиеся для увеличения
диаметра цилиндров) во всем мире производит
несколько компаний. Один из лидеров в
этой области - немецкая компания Rotec,
основанная в 1990 г. Она стала «первопроходцем»
в изготовлении формных гильз из полиуретана
и продолжает выпускать их и сегодня. Rotec
разрабатывает новые материалы и технологии,
проводит исследования для усовершенствования
продукции, расширяет ассортимент товаров.
Продукцию фирмы используют многие российские
предприятия, среди которых «Эдас Пак»,
«Лиматон Упаковка», «Полиграфоформление-Флексо»,
«Реал Пласт», «Профлекс», «Данафлекс»
и др.
Годовой объем производства компании Rotec
составляет около 100 тыс. единиц гильз
различных типов. Примерно половину всего
объема производимой продукции составляют
формные гильзы Blue Light (рис. 1). Они
широко используются на многих современных
производствах гибкой упаковки во всем
мире. С помощью этих гильз можно печатать
практически с любой длиной раппорта (оттиска),
имея всего 1–2 комплекта формных цилиндров.

Рис.
1. Формная гильза Blue Light
Установка гильз
 |
 |
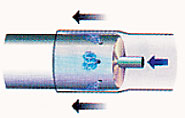
| Рис.
2. Схема установки гильз |
Формные
цилиндры для гильз, или мандрели (иногда
их называют воздушными цилиндрами), отличаются
от классических. Основная их особенность
заключается в том, что на поверхности равномерно
расположены отверстия, через которые подается
сжатый воздух. Подача воздуха включается
при насаживании гильзы, и ее внутренний
диаметр увеличивается благодаря эластичности.
Гильза легко надевается на цилиндр. После
достижения конечного положения подача воздуха
отключается. Внутренний диаметр гильзы возвращается
к исходным размерам, обеспечивая прочное
закрепление ее на цилиндре (рис. 2).
Монтаж печатных форм, в
отличие от классической системы, производится
не на цилиндре, а на гильзе. На современном
печатном оборудовании смена гильз возможна
непосредственно в машине, без съема формного
цилиндра, что значительно сокращает время
перехода на новый тираж.
Структура и
состав
Остановимся
подробнее на основном продукте фирмы Rotec
- гильзах Blue Light. Основа гильзы состоит
из пропитанного смолой стекловолокна с
крестообразной навивкой, что гарантирует
отсутствие швов, прочность и гибкость
структуры, плавность установки гильзы
и снятие ее без рывков.
За несущей основой (Basis) следует слой
полиуретана, который обладает хорошей
эластичностью. Его твердость составляет
75 ед. по шкале Шора А, благодаря чему
гильза не ломается и не деформируется.
Чем выше твердость материала, тем проще
его шлифовать. Гильзы Rotec имеют самый
высокий показатель точности шлифовки:
допуск на внешний диаметр менее 0,025
мм. Точность обеспечивается также и тем,
что Rotec шлифует гильзы после разрезки
большой заготовки на конечные форматы.
С увеличением толщины стенки требуется
больше воздуха для расширения гильзы,
при толщине 4,55 мм между полиуретаном
и основой наносятся еще два слоя: компрессионный
и дополнительный Basis-слой. Компрессионный
слой при насаживании и снятии гильзы сжимается
за счет подачи воздуха из отверстий цилиндра
и возвращается в исходное состояние после
ее отключения. Увеличения давления воздуха
при этом не требуется. Наличие второго
Basis-слоя является конкурентным преимуществом
гильз Rotec. Этот слой защищает полиуретан
и печатную форму от деформации, происходящей
в компрессионном слое.
Маркировка
Гильзы
без компрессионного слоя (толщина стенки
не более 4,55 мм) обозначаются литерами
BL. Гильзы с компрессионным слоем обозначают
NBL.
Во всем мире все гильзы для различных
сфер использования (флексографские гильзы
и адаптеры, прижимные гильзы в машинах
глубокой печати, гильзы для нанесения
клеев в ламинаторах и др.) изготавливаются
согласно ряду Stork. Каждому внутреннему
диаметру соответствует свой номер по Stork.
Например, внутреннему диаметру 105,158
мм соответствует номер 350.
Каждая гильза имеет на внутренней стенке
маркировку (так называемый паспорт), где
указаны раппорт (длина печати), внутренний
и внешний диаметры в миллиметрах, номер
по ряду Stork, номер заказа, толщина печатной
формы и липкой ленты, количество гильз
и порядковый номер каждой гильзы в данном
заказе. Для повтора заказа достаточно
сообщить изготовителю только предыдущий
номер заказа.
Легкие и прочные
Развитие
машиностроения диктует потребность в снижении
веса гильз. Существует только один способ
- снижение плотности (или удельного веса)
исходного материала, что может быть достигнуто
путем образования в нем пустот, например,
за счет вспенивания. Но чем больше пустот,
тем материал менее стабилен. Разработанный
Rotec материал NX (новый состав полиуретанового
слоя), легкий и прочный - находится на
границе «возможного и разумного». Плотность
его 300 кг/м3. Самые первые гильзы, изготовленные
из стекловолокна, были в четыре раза тяжелее.
Формные гильзы с новым слоем получили
название Blue Light NX.
Компрессионные
гильзы
Вторым
по популярности продуктом Rotec являются
гильзы Print Pro (рис. 3). Отличие их
от предыдущих только в том, что на поверхность
нанесен демпфирующий слой, который заменяет
компрессионную монтажную ленту. Эти гильзы
классифицируют по степени жесткости на
мягкие, средние и жесткие (плотность 400–500–600
кг/м3). Особенность верхнего слоя заключается
в том, что его можно сжимать до 20% толщины,
и он мгновенно возвращается в исходное
состояние. Срок службы такого покрытия
не ограничен, если не воздействовать на
него механически (покрытие чувствительно
к порезам ножом при монтаже печатной формы).
Рис.
3. Формная гильза Print Pro с демпфирующим
слоем
Для монтажа форм на гильзы Print Pro
используют липкую ленту толщиной 0,1 мм.
Гильзы рекомендуются для печати высоколиниатурных
растровых работ на новых скоростных машинах.
Чем выше скорость печати, тем выше должен
быть показатель жесткости. Например, при
скорости машины 500 м/мин необходимо заказывать
самые жесткие гильзы плотностью 600 кг/м3.
Гильзы-адаптеры
Для
перехода на большие раппорты требуется
либо новый воздушный цилиндр, либо гильза-адаптер
(переходник). Адаптеры служат для крепления
гильз большего диаметра на том же воздушном
цилиндре и в то же время могут использоваться
как обычные гильзы для монтажа печатных
форм. Адаптеры Rotec можно разделить на
три вида:

Рис.
4. Адаптер Bridge Light, не имеющий собственной
воздушной системы

Рис.
5. Адаптер с воздушной системой Airo Light

Рис.
6. Адаптер H/C для крепления фотополимерных
гильз в бесшовной печати
- адаптеры Bridge Light, не имеющие
собственной воздушной системы (рис.
4). Это гильза с отверстиями, равномерно
расположенными по всей поверхности и
совпадающими с отверстиями на воздушном
цилиндре. Единственный недостаток адаптеров
Bridge Light в том, что часть воздуха
теряется, и требуется увеличение его
подачи;
- адаптеры с воздушной системой Airo
Light (рис. 5), имеющие внутри собственную
воздушную систему с каналами для циркуляции
воздуха, и соответственно, в этом случае
утечка воздуха отсутствует;
- адаптеры H/C (рис. 6), использующиеся
только для крепления фотополимерных
гильз в бесшовной печати. На их поверхность
нанесен компрессионный слой толщиной
1,5 мм, который заменяет липкую ленту.
Самым популярным видом адаптеров является
Bridge Light, поскольку это наиболее экономичный
вариант - недорого и качественно.
 Комментарий
редакции Комментарий
редакции
Основные
правила обращения с формными гильзами
Rotec
При
работе с формными гильзами Rotec
необходимо придерживаться следующих
правил.
- Гильзы нужно хранить в сухом
помещении при комнатной температуре,
повышенная влажность и высокая
температура уменьшают срок службы
гильз. Оптимальные условия: 21
С, влажность 50%. Допустимые интервалы:
15-50 С, влажность 20-50%.
- Гильзы должны располагаться
свободно, не касаясь друг друга.
Их можно хранить и в вертикальном
положении, но при этом необходимо
страховать от падения.
- Гильзы должны храниться в очищенном
и сухом состоянии. Если гильзы
хранятся с печатными формами,
то очень важно, чтобы форма была
тщательно приклеена и между формой
и поверхностью гильзы отсутствовали
остатки растворителя, жиров, масел
и др.
- Необходимо соблюдать давление
воздуха 6-8 бар при установке
и снятии гильзы.
- Воздушный цилиндр (мандрель)
должен быть обезжирен, очищен
от красок, жиров и масел.
- Запрещается использовать жиро-,
масло-, кислото-, щелоче-, солесодержащие
смывочные растворы. Для мытья
использовать растворители на основе
этилового и изопропилового спирта,
этилацетата. При сильном загрязнении
можно применять мягкие щетки.
- После чистки необходимо высушивать
гильзы до полного испарения растворителя
с их поверхности (около 30 мин).
- Для отрезки форм рекомендуется
использовать специальные линейки,
защищающие гильзы от царапин.
- При монтаже форм стык липкой
ленты на гильзе должен быть смещен
относительно стыка печатной формы
минимум на 30.
- После транспортировки гильз
необходима их акклиматизация при
комнатной температуре не менее
24 ч.
|

Проблемы и
решения
Остановимся
на некоторых актуальных вопросах. Сталкивались
ли Вы с проблемой, когда гильза не надевается
на воздушный цилиндр? Основными причинами
этого могут быть:
- резкая смена температуры,
- недостаточное давление воздуха (необходимое
давление 6–8 бар),
- недостаточный объем воздуха, подаваемого
из каждого отверстия
воздушного цилиндра (необходимый объем
- 2 л/с),
- неверно изготовлен внутренний диаметр
и др.
 |
Рис.
7. Гильзы с металлическим замком
(выемкой) для фиксирования на цилиндре |
Широко распространенной ошибкой является
попытка установить гильзы на формные цилиндры
без их акклиматизации. Даже если температура
воздуха снаружи и внутри производственного
помещения примерно одинаковы, лучше в
течение суток выдержать гильзы в цехе.
Еще одна проблема - образование пузырей
между монтажной лентой и поверхностью
гильзы. Специалисты компании Rotec считают,
что это явление вызвано образованием газа
в зоне контакта. Чтобы устранить этот
эффект, при изготовлении гильз используются
специальный сетчатый полиуретан и особые
методы его соединения с основой гильзы.
Дополнительным преимуществом гильз Rotec
с толщиной стенки от 8,5 мм и более является
наличие металлического замка (выемки)
для фиксирования гильзы на цилиндре. Размеры
и форму выемки задает производитель печатного
оборудования, каждой конфигурации присвоен
свой номер (примеры см. на рис. 7). При
заказе гильз необходимо указывать этот
номер.
В этой статье мы рассмотрели только основные
продукты компании Rotec. В производственной
программе есть также обрезиненные гильзы,
гильзы из карбоновых волокон, библиотеки
для хранения гильз, автоматы для мойки
печатных форм и гильз и др.

|

2005.jpg)
