Играем
в карты: ставки на королеву пластика
Печать пластиковых
карточек на настольных офсетных машинах
| Еще недавно мы
не подозревали, что многие бумажные
документы, металлические жетоны и
т. д. с успехом заменят пластиковые
карточки. Сейчас они проникают во
все больше сфер нашей жизни. А для
полиграфии - это новая «территория
освоения». |
- Вы можете, - продолжал
Герман,
составить счастие моей жизни, и оно ничего
не будет вам стоить: я знаю, что вы можете
угадать
три карты сряду...
А. С. Пушкин
Пиковая дама
 |
Дмитрий Ерошенко, технический
эксперт, компания «Апостроф»
|
 Замечено,
что даже опытный полиграфист не воспринимает
разнообразие окружающих его пластиковых
карт как образцы печатной продукции. Оценивающе
вглядываясь в наложение краски на поверхность:
будь то книга, глянцевый журнал или колбасная
оболочка - большинство людей, знакомых
с полиграфией, даже не заметят наспех
брошенную в карман пластиковую карточку.
И уж тем более не задумаются о том, как,
например, на логотипе «М-Видео» легла
плашка или правильно ли отработан треппинг
на карте медицинского страхования. Замечено,
что даже опытный полиграфист не воспринимает
разнообразие окружающих его пластиковых
карт как образцы печатной продукции. Оценивающе
вглядываясь в наложение краски на поверхность:
будь то книга, глянцевый журнал или колбасная
оболочка - большинство людей, знакомых
с полиграфией, даже не заметят наспех
брошенную в карман пластиковую карточку.
И уж тем более не задумаются о том, как,
например, на логотипе «М-Видео» легла
плашка или правильно ли отработан треппинг
на карте медицинского страхования.
До сих пор бытует мнение, что пластиковые
карты изготавливаются за границей, несмотря
на то, что в России можно насчитать не
менее десяти крупных специализирующихся
на этом типографий с самым современным
оборудованием. Часто приходится сталкиваться
и с мнением, что все пластиковые карты
сделаны на неких особенных машинах или,
другая крайность, на струйных принтерах.
Отчасти верно и то и другое, но в силу
своих особенностей, изготовление пластиковых
карт не совсем вписывается в типичный
процесс офсетной печати. Это обуславливается:
- значительной толщиной запечатываемого
материала, требующей особенной схемы
прохождения листа в печатной машине;
- закреплением краски на пластике, которое
происходит не впитыванием, а полимеризацией
под действием излучения УФ-лампы;
- многочисленными способами последующей
отделки, большинство из которых не присуще
ни одному другому виду печатной продукции:
эмбоссирование, индент-печать, нанесение
магнитной полосы и/или скретч-полосы
и другая отделка, о которой пойдет речь
ниже.
- значительным разбросом по тиражам:
от единичных экземпляров персонализированных
карт-пропусков до многомиллионных карт
экспресс-оплаты телефонных услуг (рис.
1).
Что такое пластиковая
карта?
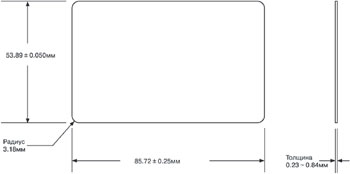
Остановимся
подробнее на видах и назначении пластиковых
карт. Стандартная пластиковая карта представляет
собой прямоугольник 86і54 мм, изготовленный
из ПВХ и запечатанный с одной или двух
сторон краской. Область использования
пластиковых карт весьма обширна, причем
она постоянно растет, проникая во все
новые сферы нашей жизни. Еще недавно у
нас никто не подозревал, что бумажные
медицинские страховые полисы, утомляющие
своей неизбежностью и ненадежностью, можно
будет заменить маленьким куском пластика,
который кладешь в карман или бумажник
и тут же про него забываешь. Городской
метрополитен и МГТС с удовольствием избавились
от лавины жетонов, заменив их на карты
многоразовой оплаты. Различные клубы,
магазины, торговые фирмы, банки, операторы
сотовой сети и интернет-провайдеры - вот
лишь неполный список пользователей пластиковых
карт. В соответствии с назначением можно
привести упрощенную «карточную» классификацию,
не забывая при этом, что все типы карт
могут пересекаться и взаимно дополнять
друг друга:
 |
Рис. 1. Пластиковые карточки
все больше входят в нашу жизнь»
|
- клубные
карты, содержащие информацию
о принадлежности владельца к какой-либо
структуре или организации (спортивный
клуб, ночной клуб, ресторан, интернет-кафе);
- идентификационные
карты: удостоверения, водительские
права, нагрудные бэджи и пр. Как правило,
они содержат фотографию, личные данные,
специальные номера и другую информацию
о владельце;
- дисконтные
карты, по которым можно получить
скидку на товары или услуги в различных
торговых фирмах и учреждениях;
- рекламно-информационные
карты, выполняющие такие же функции,
как любой рекламный буклет, плакат или
телевизионный рекламный ролик.
- банковские
карты, используемые для безналичного
расчета. В качестве персонализации они
могут включать такие элементы, как магнитную
полосу, личный номер, фамилию и голограмму,
защищающую карту от подделки.
- смарт-карты,
основное отличие которых - в интегрированном
микрочипе, который может содержать большое
количество информации, считываться и
обрабатываться через компьютерный интерфейс.
- карты
со встроенной перезаписываемой микросхемой.
Они имеют определенный объем памяти,
в который записывается изменяемая информация;
- карты
с интегральной схемой в виде контактной
площадки. Это могут быть или
таксофонные карты, в которых схема находится
на самой карточке, или SIM-карты с модулем,
вырубленным в теле карточки, который
потом отламывается и помещается в мобильный
телефон.

На чем печатать?
По
негласному закону полиграфии для достижения
результата, который удовлетворит все заинтересованные
стороны, необходимо выбирать способ печати
и оборудование, отталкиваясь от продукции,
которую хотелось бы получить. Для печати
на пластике тиражами 5–10 тыс. и более
используются крупноформатные листовые
офсетные машины KBA, Komori, Heidelberg
и др., специально предназначенные для
работы с плотными материалами - картоном,
пластиком, тонким металлом. При этом с
одной стороны запечатывают лист пластика
толщиной до 0,3 мм, который потом спекается
с другим запечатанным листом пластика.
Получается лист толщиной до 0,6 мм, запечатанный
с двух сторон. Благодаря большому формату,
на листе можно расположить более ста карточек
54і86 мм, что позволяет отпечатывать с
одного комплекта форм миллионный тираж,
или размещать на форме карты с разным
сюжетом.
В значительной степени автоматизирован
процесс последующей обработки листов большого
формата. Ламинируются они горячим способом
на специальных прессах поточного типа.
Вырубка производится на автоматических
координатно-вырубных прессах, в которых
вырубленные предварительно изготовленным
штампом карточки выводятся ровной стопкой.
Основные операции по персонализации (эмбоссирование,
выжигание, окраска символов) проходят
в специальных производительных машинах
с компьютерным управлением. Однако такие
машины требуют значительных затрат и производственных
площадей, да и подходят они для больших
тиражей.
 |
Рис. 2. Копировальная рама Cron 250
BD
|
Для малотиражных (до 500 экз.) работ
используются термосублимационные принтеры.
Преимущества этой технологии очевидны.
Возможность персонализации как текста,
так и изобразительной информации, простота
в использовании, опирающаяся на независимость
от изменчивого климата и прихотливых в
работе расходных материалов. Некоторые
модели таких принтеров, зачастую опционно,
способны производить ламинацию, нанесение
скретч-полосы, кодирование магнитной полосы,
ставить штрих-код и т. д. Но у принтеров
есть один недостаток, нивелирующий все
их достоинства. С повышением тиража каждый
оттиск становится практически «золотым».
И конечно же, существует решение, сочетающее
в себе особенности этих двух способов.
В данном случае это малоформатные настольные
печатные машины, специально предназначенные
для печати на пластике офсетным способом.
Технологии, оборудование и расходные материалы,
используемые в офсетной печати, обеспечивают
хорошую градационную передачу, качественное
воспроизведение тонких штрихов, мелких
деталей и обладают наибольшей экономичностью.
В качестве примера офсетных машин сверхмалых
форматов рассмотрим оборудование китайской
фирмы Cron, с 1988 г. специализирующейся
на выпуске подобных машин. Предлагаемый
компанией модельный ряд покрывает все
стадии изготовления пластиковых карт:
от замысла до готового результата (рис.
2).
Авторская
справка
Стандарты
Производство
всех типов карт подчиняется не стихийно
возникающим желаниям, а стандартизованным
положениям международных институтов.
Комиссия по стандартизации ISO описывает
все размерные, физические параметры
пластиковых карт и форматы записи
магнитной полосы или интегрированного
микрочипа:
 |
Стандарт физических параметров
пластиковых карточек
|
- ISO-7810 «Идентификационные
карты - физические характеристики»;
- ISO-7811 «Идентификационные
карты - методы записи»;
- ISO-7812 «Идентификационные
карты - система нумерации и процедура
регистрации идентификаторов эмитентов»;
- ISO-7813 «Идентификационные
карты - карты для финансовых транзакций»;
- ISO-7816 «Идентификационные
карты - карты с микросхемой с
контактами»;
- ISO-4909 «Банковские карты -
содержание третьей дорожки магнитной
полосы»;
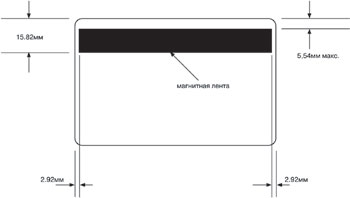 |
Стандарт формата записи магнитной
полосы
|
Кроме ISO в производстве известен
также другой размерный стандарт
- CR компании Polaroid:
- СR80 - соответствует стандартам
ISO;
- CR60 - размер 83і59 мм - он
применим для нагрудных бейджей;
- CR90 - размер 89і61 мм.
|
«Золотая середина»
 |
Рис. 3. CP-800LH. Формат -
от 45і55 до 160і120 мм
|
Допечатная
подготовка пластиковых карт, изготавливаемых
на малоформатных офсетных машинах, мало
отличается от традиционной. На начальной
стадии подготовленный на компьютере макет
передается на фотовывод, и с полученных
фотоформ методом позитивного копирования
изготавливаются монометаллические печатные
формы. Однако здесь есть две особенности,
связанные с малым форматом печатаемого
изображения. Первая - значительная экономия
фототехнической пленки (фотоформы для
четырех триадных красок карты 86і54 мм
размещаются на листе пленки формата А4),
и вторая - для привычных шкал оперативного
контроля и приводочных меток места, увы,
не остается, что вынуждает печатника полагаться
на собственный глазомер и чувство прекрасного.
Печать осуществляется на настольных однокрасочных
машинах офсетным способом как в одну,
так и в несколько красок. С высоким качеством
воспроизводятся как штриховые, так и растровые
полноцветные изображения на пластике или
картоне. Для совмещения красок применяются
механизмы осевой, окружной и диагональной
приводки.
 |
Рис. 4. CCP-01N. Формат -
от 45і55 до 280і160 мм
|
Большинство изготовителей пластиковых
карт используют в качестве запечатываемого
материала ПВХ (поливинилхлорид), так как
его свойства как нельзя лучше подходят
для запечатывания офсетным или же термосублимационным
способом, шелкографией и последующей обработки.
ПВХ экономичен, обладает хорошими адгезивными
свойствами, высокой прочностью на излом,
термоустойчивостью, что особо важно при
его ламинировании, стойкостью к разрушению
при эмбоссировании. На практике применяются
также композитные материалы, включающие
в свой состав в различных пропорциях ПВХ
и ПЭТ (полиэтилентерефталат).
Печатные машины, относящиеся к настольным
прессам, различаются по формату (рис.
3, 4). Это зависит от того, по какой схеме
предполагается производить печать. Для
запечатывания за один прогон одной карточки
86і54 мм применяются машины CP-800 (они
могут печатать и на листах форматом до
120і160 мм). В этом случае карта должна
быть порезана под стандартный формат,
и иметь скругленные углы. Изображение
печатается «на вылет» со всех четырех
сторон. Соответственно, не остается места
для меток и шкал контроля. Готовую карту
можно покрыть УФ-лаком для придания повышенного
глянца и стойкости на истирание. Другой
способ защиты - ламинация с применением
«пакетного» ламината, известного также
под названием «пауч», который характеризуется
хорошей адгезией к ПВХ-пластику и продается
разрезанным под формат пластиковой карты.
Другая, более сложная, но и более производительная
и экономичная технология - печать сразу
четырех карт на листе пластика на машинах
большего формата. Исходный размер листа
120і190 мм при толщине 0,6 мм (рис. 5).
После нанесения изображения лист ламинируется
с двух сторон, карточки по одной вырубаются
на плоско-вырубном прессе малого формата,
а затем в эмбоссере осуществляется персонализация
карты, а на ручном прессе горячего тиснения
- нанесение скретч-полосы. Если необходимы
переменные данные, они впечатываются на
струйном или термосублимационном принтере.
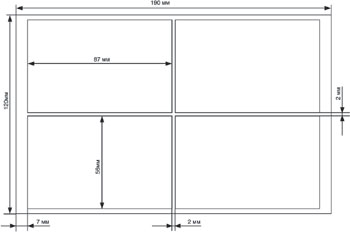 |
Рис. 5. Размещение на листе
сразу четырех карт
|
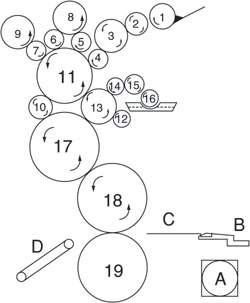
Сами настольные прессы построены по привычной
схеме офсетной печатной машины с рядом
необходимых изменений (рис. 6). На столе
автоматической подачи размещается стопа
листов пластика или плотной бумаги (при
печати открыток или визиток). Стопа фиксируется
в нужном положении двумя боковыми и одним
задним упорами. Регулировка их положения
(в данном случае это является осевой приводкой)
осуществляется микрометрическими винтами.
Нижняя в стопе карточка подается толкающим
упором непосредственно в печатную пару
(офсетный/печатный цилиндр). Этот тип
подачи делает возможной работу с материалом
до 1 мм, но он же накладывает некоторые
ограничения на минимальный предел толщины
листа - 0,2 мм. При прохождении листа
не используются передающие захваты, и
отпечатанная карточка сразу выкладывается
на небольшой транспортер с регулируемым
углом наклона.
Красочный аппарат построен по запатентованной
схеме с одним центральным цилиндром, выполняющим
осевой раскат краски и ее передачу на
два накатных валика. Красочный ящик имеет
на 270 мм ширины шестнадцать винтов для
регулировки зональной подачи краски. Основные
трудности с достижением оптимального водно-красочного
баланса нивелируются применением увлажняющего
аппарата пленочного типа. Дукторный цилиндр
с гладкой гидрофильной поверхностью подает
из ванночки со спиртовым раствором определенное
количество увлажнения. При необходимости
угловая скорость вращения дукторного цилиндра
или зазор между ним и передаточным валиком
изменяется с пульта управления, и результат
сразу отражается на оттиске.
Рис.
6. Схема валов CCP-01N.
Красочный аппарат:
1– дукторный цилиндр,
2 – передаточный валик,
3, 4, 5, 6, 7,12 – раскатные валики,
8, 9 – прижимные валики,
11 – раскатной цилиндр,
10,13 – накатные валики.
Увлажняющий аппарат:
16 – дукторный цилиндр,
15 – передаточный валик,
14 – накатной валик. Печатный аппарат:
17 – формный цилиндр,
18 – офсетный цилиндр,
19 – печатный цилиндр,
A – двигатель, B – нижний толкающий
упор,
С – лист пластика или картона, D –
выводной транспортер |
 |
 |
Рис. 7. Пульт управления CCP-01N
|
Печатная форма крепится на формный цилиндр
на крючки, отверстия под которые делаются
на специальном пробойнике, входящем в
комплектацию машины. Смещением этих крючков
достигается угловой перекос формы при
осуществлении диагональной приводки. Так
как такую регулировку можно выполнять
только при остановленной машине, предусмотрен
и другой вид диагональной приводки. На
подающем столе расположен эксцентрик для
регулировки углового смещения пластины
самого стола. Таким образом достигается
выравнивание подаваемого листа относительно
печатной формы, причем без необходимости
остановки машины.
Одним из определяющих факторов при оперативном
изготовлении пластиковых карт является
автоматизация печатного оборудования.
Машина CCP-01 в этом отношении привлечет
любого печатника быстротой и легкостью
настройки с пульта (рис. 7). Запатентованная
технология поиска начала и конца изображения
на форме реализует предварительную окружную
приводку. Окончательно, с точностью 0,01
мм момент подачи карты относительно формы
корректируется на пульте одним нажатием
клавиши. Также с пульта печатник может
быстро изменять скорость, подачу краски
и увлажняющего раствора, задавать количество
оттисков и толщину запечатываемого материала.
При настройке машины с пульта устанавливается
рабочее давление в парах формный/офсетный
и офсетный/печатный цилиндры. Немного
времени уходит и на смывку машины - полная
смывка красочного аппарата, резины и формы
занимает около 20 мин.
 |
Рис. 8. Цифровой ламинатор LM-01
|
Так как пластик является невпитывающим
материалом, печать обыкновенными офсетными
красками по нему невозможна. Для этой
цели применяются офсетные УФ-краски, полимеризующиеся
под действием УФ-излучения. Очевидна необходимость
использования сушильного устройства с
УФ-лампами, причем устанавливается оно
непосредственно на выходе карточки из
печатной машины. Два основных правила
при использовании УФ-сушки - обеспечение
вытяжной вентиляции для отвода выделяемого
озона и работа на скорости, достаточной
для полной полимеризации красочного слоя.
Отделка и персонализация
Одним
из наиболее популярных способов отделки
пластиковых карт является ламинация. Припрессовка
предварительно проклеенной матовой или
глянцевой пленки признается наиболее эффективным
путем защиты изображения от внешнего воздействия,
придания карточке презентабельного вида,
повышенного глянца и цветовой насыщенности.
Для ламинирования листа пластика 190і120
мм предназначен пресс LM-01 (рис. 8).
Принцип его действия заключается в совмещении
листов пластика и листов ламината между
полированными металлическими пластинами.
Такой «бутерброд» может включать в себя
до 20 слоев. Затем этот комплект помещается
в ламинатор и выдерживается там под давлением
и действием температуры 15–20 мин. Качество
ламинации достигается правильным выбором
баланса режимов, при которых ламинат уже
плотно склеивается с пластиком, но еще
не плавится и не искажает геометрические
параметры изображения.
Следующий этап формирования облика карты
- поштучная вырубка ее из листа 190і120
мм на вырубном прессе (рис. 9). В машине
установлены матрица и пуансон, по форме
соответствующие вышеописанным размерным
стандартам. Пуансон, выдавливая карточку
из листа, входит в матрицу и выталкивает
карту на стол. Точность вырубки - главный
параметр при этой операции - будет зависеть
от правильности установки упора, по которому
позиционируется лист.
Почти весь спектр работ по персонализации
выполняет прибор под названием «эмбоссер»
(от англ. emboss - выбивать, чеканить).
Основная его задача - выдавливать буквенные
или цифровые символы над поверхностью
пластиковой карты для их последующего
считывания и идентификации (рис. 10).
Но кроме этого, опционно эмбоссеры оснащаются
устройствами индент-печати (выжигание
символов лазерным лучом), кодирования
магнитной полосы (записывают на магнитную
полосу конфиденциальную информацию о владельце),
окрашивания символов серебряной или золотой
фольгой и кодирования смарт-карт. Автоматическая
подача карточек в эмбоссере происходит
поштучно из стопы. Ввод информации осуществляет
оператор с привычной компьютерной клавиатуры.
Шрифты установлены в эмбоссере в виде
металлических наборных литер, расположенных
в барабане. Каждому символу соответствует
контрматрица для формирования четкого
контура символа на карте. Также на рынке
присутствуют менее автоматизированные
модели эмбоссеров с ручной подачей и без
компьютерного интерфейса, которые предназначены
для малой загрузки.
Результат
В
заключении хочется сказать о насущном
- о проблемах, типичных для производства
пластиковых карт, а вернее, как их избежать.
Наполовину уже можно быть уверенным в
качественном результате, если ответственно
подойти к процессу резки пластика. Резать
его желательно на автоматических бумагорезальных
машинах с точным позиционированием затла.
Нож при этом должен иметь специальный
угол заточки под пластик, значение этого
угла указывается в документации на машину.
Другой способ нарезки пластика - вырубка
листов на тигельных прессах с использованием
плоских штанцевальных форм. При неровной
подрезке нарушается точность совмещения
красок на полноцветных оттисках.
 |
Рис. 9. Пресс для высечки
по контуру - Cron DC-01
|
Другое важное условие стабильно качественного
результата - поддержание микроклимата
в помещении, где хранятся материалы и
осуществляется печать. Настольные машины
в этом отношении ничем не отличаются от
других офсетных машин и ошибочно считать
их принтерами и ставить в неподготовленный
для этих целей офис. Максимальная температура
должна быть не выше 26–28 0С, влажность
в пределах 50–70%, обязательна хорошая
естественная или принудительная вентиляция.
 |
Рис. 10. Cron EB 01. Эмбоссер для
пробивки рельефной
нумерации и буквенных символов
|
Немаловажно также правильно подходить
к выбору расходных материалов. Для обеспечения
хорошей адгезии краски к пластику последний
должен быть обработан коронным зарядом
и иметь показатель поверхностной активности
не менее 38 дин/см. При печати УФ-красками
рекомендуется использовать специальную
смывку для валиков и для печатной формы,
а также необходима установка УФ-валиков.
Обычные валы разъедаются УФ-краской в
течение двух месяцев. К поиску печатника
тоже нужно подойти особо. Как показывает
практика, лучше брать толкового новичка,
который не имел большого опыта работы
на крупноформатных машинах, так как в
этом случае не приходится ломать сформировавшиеся
стереотипы.
При соблюдении этих правил, при аккуратном
отношении к процессу, при тщательном уходе
за машиной и еще многих других «при» результат
- красивая и презентабельная пластиковая
карточка, которую захочется не только
получить, но и долго хранить - не заставит
себя ждать.

|

2002.jpg)
