| Чудеса
в решете
Новые комплектующие гофроупаковки
| Вниманию читателей
предлагаются революционно новые решетки
для гофротары, способные не только
совершить переворот в технологии их
изготовления и обработки на автоматических
линиях, но и помочь упаковщикам увидеть
решение старых проблем в новом неожиданном
ракурсе. |
Семен Фрейдин,
кандидат технических наук,
компания «Фрел»
 |
Эта изящная картонная конструкция
-
не что иное, как решетка для гофроящика,
изменившая свой первоначальный вид
благодаря нетривиальной работе мысли
изобретателя
|
Гофротара
для стеклянных банок, бутылок, алюминиевых
туб и некоторых других видов упаковки
зачастую комплектуется решетками - продольными
и поперечными перегородками, расположенными
в ящике перпендикулярно по отношению друг
к другу. Применение решеток необходимо
для сохранения товарного вида упакованных
изделий. Таким образом исключается контакт
стеклянных поверхностей, а этикетки предохраняются
от истирания. Несмотря на то, что конструкция
решеток и материал, из которого они изготавливаются,
стары как мир, и казалось бы, давно обкатан
технологический процесс работы с ними,
до сих пор существует масса проблем, как
на стадии производства, так и на стадии
использования. С какими же трудностями
сталкиваются производители и потребители
решеток и как их можно преодолеть?
А тот ли материал?
Для
изготовления решеток часто применяют трехслойный
гофрированный картон толщиной 3–4 мм (марки
Т22В или Т22С). Поскольку решетка является
не самостоятельным изделием, а комплектующим
к гофроящику, производитель использует
для нее гофрированный картон или его отходы,
образующиеся при раскрое коробок на гофроагрегате.
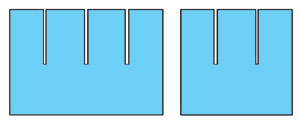 |
Рис. 1. Наиболее распространенная
конструкция решетки
|
Однако решетки из гофрокартона толщиной
3–4 мм занимают много места, и их сборка,
как правило, производится потребителем,
тем более что поставка такой конструкции
в собранном виде может привести к излому
перегородок. Кроме того, применение таких
решеток требует увеличения габаритных
размеров (длины и ширины) гофроящика на
10–20 мм, а это приводит к его удорожанию.
Применение микрогофрокартона толщиной
1,6–2,2 мм (Т22Е) для изготовления решеток
частично устраняет вышеуказанные недостатки.
Однако в связи с тем, что стоимость материала
достаточно высока, то соответственно возрастает
и общая стоимость упаковки.
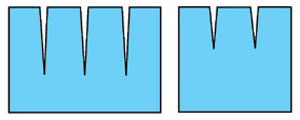 |
Рис. 2. Первый шаг модернизации -
замок в прорезии
|
Поэтому целесообразным представляется
изготовление и сборка решеток из коробочного
картона толщиной 0,5–0,8 мм, высечка которых
может производиться не только с листа
(как из гофрокартона или микрогофры),
но и с рулона, что существенно повышает
ее производительность и снижает трудоемкость.
Необходимо отметить, что возможны также
комбинации различных видов картонов для
изготовления решетки, например, продольные
перегородки выполняются из гофрокартона,
а поперечные - из коробочного картона.
В этом случае с одной стороны обеспечиваются
высокие жесткостные характеристики решетки,
а с другой - облегчается ее сборка, благодаря
чему она может поставляться в собранном
виде.
Подумаем о конструкции
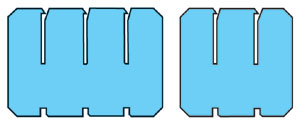 |
Рис. 3. Второй шаг модернизации -
замок в виде «язычков»
|
Наиболее
простая и распространенная конструкция
решетки известна всем: одна из перегородок
имеет прямолинейный паз на глубину чуть
больше половины своей высоты и ширину
больше толщины материала, из которого
изготовлена вставляемая в этот паз ответная
перегородка (рис. 1). При производстве
данной конструкции высечка пазов обычно
осуществляется по принципу «пуансон-матрица»,
когда входящий в паз (матрица) с небольшим
зазором режущий нож (пуансон) осуществляет
рез. Но в этом случае режущий инструмент
(пуансон и матрица) обычно быстро изнашивается,
что приводит к некачественному резу, появлению
бахромы и превышению допустимых отклонений
от заданной толщины паза.
Сборка решеток, изготовленных с небольшой
шириной паза (от 3 до 6 мм) является чрезвычайно
трудоемкой. При увеличении ширины паза
очень неудобной становится укладка такой
решетки в ящик, так как продольные и поперечные
перегородки ничем не связаны и решетка
может развалиться на составные элементы.
«Ноу-хау» номер раз
 |
А
|
Б |
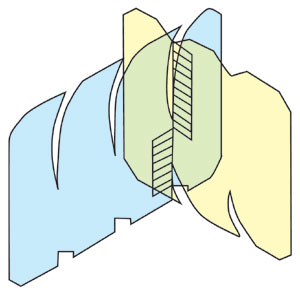
Рис. 4. Третий шаг модернизации -
новая
конструкция решетки с контактом
перегородок в трех точках
|
Частичное
устранение вышеуказанных недостатков было
предложено и реализовано в конструкции
решетки, используемой для ручной фасовки
изделий парфюмерно-косметической продукции,
мороженого и для укладки туб (рис. 2).
В этом случае вырубка изделия осуществляется
не способом «пуансон-матрица», а высечкой
со штампа. Минимальная ширина паза составляет
5 мм. Рез при таком способе высечки является
«чистым».
Для того чтобы элементы собранной решетки
при укладке в ящик не распадались, внизу
паза выполняется «замок» в виде прорези
глубиной до 10 мм, в которую заходит ответная
перегородка. При раскрывании собранной
решетки происходит «защемление» перегородок
между собой, что сохраняет целостность
решетки при укладке.
При ручной фасовке изделия обычно укладываются
в ящик сверху, поэтому желательно иметь
максимальную жесткость лепестка перегородки
также и сверху. В этом случае верхняя
часть решетки имеет меньшие остаточные
деформации и фасуемую продукцию легко
укладывать в ячейки. Для повышения жесткости
верхней части решетки линию разъема надо
поднять выше середины высоты решетки.
Учитывая, что жесткость на изгиб лепестка
перегородки обратно пропорциональна его
длине в кубе (L3), сдвиг линии разъема
на 10–15 мм, уменьшающий длину лепестка
на 15–20%, приводит к повышению жесткости
в верхней или нижней части решетки на
50–70%, и на такую же величину уменьшаются
остаточные деформации картона.
Конечно, нужно иметь в виду, что увеличение
жесткости, например, верхней части решетки
достигается за счет увеличения податливости
ее нижней части. Однако важным является
первичное попадание фасуемого изделия
в верхнюю или нижнюю часть ячейки решетки,
так как его последующее движение ограничивается
направляющими, образующими ячейку. Такое
варьирование жесткостными характеристиками
верхней или нижней части решетки чрезвычайно
важно. Благодаря этому в отдельных случаях
для производства решеток можно использовать
картон с более низкими механическими характеристиками
или с более низкой массой квадратного
метра.
«Ноу-хау» номер два
Предложенная
выше конструкция решетки с конусообразными
пазами и «замком» хорошо показала себя
при ручной фасовке изделий. Но при автоматической
фасовке она не обеспечивает стабильного
сцепления «замка», поскольку при сборке
решетки всегда существует вероятность,
что обслуживающий линию оператор не до
конца вставил одну перегородку в другую
так, чтобы при раскрытии решетки сработал
«замок».
Этот недостаток удалось ликвидировать,
модифицировав конструкцию так (рис. 3),
чтобы стало возможным ее применение при
фасовке на автоматизированных линиях.
При раскрытии такой решетки выступающие
«язычки» в верхней части, условно говоря,
продольных перегородок заходят в нижние
пазы ответных (условно - поперечных) перегородок.
В этом случае за счет того, что «язычки»
одних выходят за плоскость других, в раскрытом
виде решетка не может распасться на элементы.
Комментарий
редакции
Обусловленная
целесообразность
Наконец-то,
уважаемые читатели, математическое
моделирование снизошло со своих
теоретических небес до... любимой
нами гофротары. Результатом этого
творческого симбиоза стали принципиально
новые решетки для гофроящиков. Оказывается,
сплайн-функции третьего порядка
- это как раз то, что этим решеткам
было страшно необходимо для идеального
функционирования. Такие решетки
не просто нужны, важны и актуальны.
Они еще и красивы! Красивы как раз
той самой «обусловленной целесообразностью»,
о которой писал писал знаменитый
писатель-фантаст И. Ефремов в своем
романе о гармонии бытия «Лезвие
бритвы».
Конечно, вряд ли производители
и потребители гофротары в первую
очередь думают о красоте решеток.
Решетки - вещь до крайности прозаическая
и почти незаметная. Впрочем, незаметная
только до тех пор, пока не создает
трудностей, а если они все-таки
возникают, то становятся крупной
неприятностью, в результате которой
можно потерять немалые деньги. Именно
поэтому, прежде всего по достоинству
будут оценены функциональность и
великолепные эксплуатационные характеристики
новых решеток. Осознание красоты
придет позже - тогда, когда после
внедрения решеток новой конструкции
на производстве исчезнут все проблемы,
связанные с использованием комплектующих.
Не будем утверждать (это известно
лишь автору), что в основе расчетов
этой конструкторской разработки
лежит правило золотого сечения.
Мы увидели его в философском подходе
к решению одной из великого множества
задач упаковочного производства.
|
Казалось бы, выход найден. Однако данная
конструкция решетки технологически сложна
в изготовлении, поскольку весьма проблематично
удалять отходы при высечке. К тому же,
надо отметить, что в собранном виде элементы
решетки такой конструкции имеют возможность
свободно перемещаться в пазу, как в горизонтальном,
так и в вертикальном направлении на 3–4
мм, что может исказить размеры ячейки
и снизить жесткость всей решетки в целом.
Кроме того, сборка таких решеток тоже
довольно трудоемка, так как необходимо
попасть в очень узкий зазор.
Все эти проблемы решила совершенно новая
конструкция решетки, которую мы приводим
на рис. 4. Задача решилась математически:
за счет применения криволинейных пазов,
представляющих собой естественные сплайн-функции
третьего порядка (вырождающиеся в частном
случае в параболы) достигается контакт
взаимноперпендикулярных перегородок по
трем точкам в каждом пазу (рис. 4а). Что
это дает? Очень важное свойство: в собранной
решетке отсутствует как таковая возможность
взаимного перемещения элементов друг относительно
друга, что обеспечивает точное соблюдение
размеров ячейки. Кроме того, ширину пазов
криволинейной формы можно увеличить, что
существенно облегчает высечку перегородок,
повышает стойкость высекальных штампов
и снижает трудоемкость сборки. В этом
варианте конструкции ширина паза может
составлять 6–12 мм, равномерно увеличиваясь
от основания к вершине, имея гладкую поверхность
без острых углов, что существенно сокращает
время на приладки, снижает трудоемкость
высечки и облегчает удаление облоя.
В настоящее время такие решетки изготавливаются
из коробочного картона толщиной 0,7 мм
и успешно применяются при фасовке ликеро-водочной
продукции на автоматизированной линии
по розливу и упаковке фирмы Milesta №ВП-300,
работающей по принципу wraparound.

|

2004.jpg)
