Один
нож - хорошо, а три - еще лучше!
Чем трехножевое резальное оборудование отличается
от одноножевого?
| Одноножевые машины
намного дешевле трехножевых. В то
же время производительность у последних,
как минимум, вдвое выше, да и качество
готовой продукции лучше. Как не ошибиться
в выборе резального оборудования?
Читайте статью специалиста. |
Ошибка - это решение,
верное при других условиях.
Стас Янковский
 |
Марсель ШАРИФУЛЛИН,
ведущий эксперт
компании
«Апостроф Принт»
|
В
этой статье мы рассмотрим достаточно специфическое,
но не менее востребованное в полиграфии
оборудование - трехножевые резальные машины
(ТРМ). Их основное назначение - обрезка
книжных блоков, брошюр и журналов с трех
сторон. ТРМ могут работать в составе поточных
линий и самостоятельно - как операционный
автомат.
Подрезка в брошюровальном производстве
особенно актуальна при выпуске многостраничной
продукции. После печатных операций в процессе
фальцовки, подборки и шитья (нитками,
клеем или проволокой) на выходе получаются
книжно-журнальные блоки с неровными кромками.
Для придания продукции товарного вида,
да и просто, чтобы можно было открыть
любую страницу издания, необходимо срезать
фальцы тетрадей блока, за исключением
корешковых.
Глубина срезки нижнего, верхнего и переднего
полей регламентируется ГОСТ 5773 (см.
ниже авторскую справку). Эта операция
позволяет получить ровные и гладкие обрезы,
повышает эстетические показатели книги.
Технологически такую работу можно проводить
на одноножевых и трехножевых резальных
машинах.
Резка на одноножевых
машинах
Этот
вариант больше подходит для типографий
с небольшим объемом брошюровальных работ.
Одноножевая бумагорезальная машина дешевле
и универсальнее в применении.
С помощью одноножевой машины можно выполнять
практически все необходимые в типографском
производстве процедуры, связанные с разрезкой
и подрезкой бумаги: начиная от подготовки
закупленной в пачках или размотанной с
ролей бумаги к печати и заканчивая окончательной
подрезкой оттисков в формат готовой продукции.
Одноножевая резальная машина, наряду с
печатной техникой, является неотъемлемым
атрибутом любого полиграфического производства,
будь то копировально-множительный центр,
печатный салон или типография. Говорить
о его необходимости и достоинствах - все
равно, что обсуждать необходимость хлеба
в рационе питания человека.
Рис. 1. а) Автономная
ТРМ Horizon HT-70, б) ВШРА Purlux LQD-8E
со встроенной ТРМ
Однако, как и все универсальное, такое
оборудование заведомо уступает в качестве
специализированной технике. Дело в том,
что сброшюрованная продукция, в отличие
от обычной стопы бумаги, неравномерна
по толщине. У любой книги или брошюры
в области корешка наблюдается утолщение,
технологически вызванное сгибом листов
бумаги и их шитьем. Такой блок не будет
одинаково хорошо удерживаться горизонтальным
прижимом резальной машины по всей ширине.
Учитывая, что в современных резальных
машинах нож совершает косое сабельное
движение, плохо спрессованный корешок
издания будет сминаться и портиться при
резке. Могут происходить надрывы корешка,
наблюдаться неровности подрезки с боковых
сторон блока, сдвиг центральных страниц
издания в сторону переднего края и т.
д.
Конечно, технологическими приемами можно
уменьшить коэффициент брака. Например,
при обрезке книжно-журнальной продукции
на одноножевых машинах следует четко соблюдать
последовательность резов. Сначала обрезают
нижние края блоков, приталкивая стопу
верхним краем к затлу, причем стопа укладывается
так, чтобы нож врезался в корешок и выходил
из стопы у переднего края. При втором
резе стопа приталкивается к затлу нижним
обрезом и снова укладывается так, чтобы
нож врезался в корешок. Если это правило
будет нарушено, то при выходе ножа из
блока возможно вырывание части корешка,
что приведет к неисправимой порче продукции.
Переднее поле обрезают в последнюю очередь.
Но все равно качество продукции не будет
идеальным.
Избежать проблем можно, если использовать
специальные ТРМ, которые не очень хорошо
справляются с другими видами резки, но
зато отлично выполняют свою главную миссию
- подрезку блоков при изготовлении книжно-журнальной
продукции.
Такую технику можно встретить на крупных
полиграфических предприятиях или на производствах,
специализированных под книжно-журнальную
продукцию. ТРМ могут работать автономно,
находиться в резальных секциях вкладочно-швейно-резальных
агрегатов или входить в состав высокопроизводительных
поточных линий по производству книг в
мягком клеевом или твердом переплете.
Рассмотрим эти виды ТРМ подробнее.
Операционные
трехножевые резальные машины
Автономные
(пооперационные), ТРМ бывают с ручной,
полуавтоматической либо автоматической
подачей заготовок. На любых таких машинах
обрезка книжно-журнальной продукции в
зависимости от ее толщины производится
пачками и поштучно. С технологическим
процессом работы автоматической ТРМ можно
ознакомиться на рис. 2.
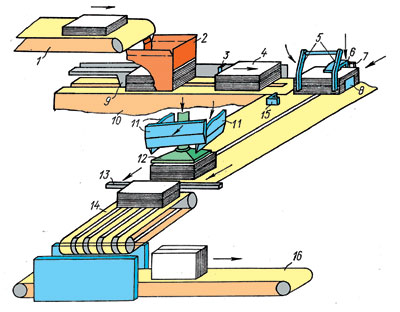 |
Рис. 2. Схема прохождения блока
в автоматической ТРМ
|
Ленточный транспортер 1 подает блоки
в магазин 2. В корпусе 10 самонаклада
находится толкатель 9, который выводит
из магазина пачку 4 заданной высоты. Другой
толкатель 3 вводит пачку 4 под предварительный
прижим 6. С помощью качающихся приталкивателей
5 и движущегося толкателя 3 пачка 4 выравнивается
по боковому упору 8 головками и по заднему
упору 7 корешками изданий. Для лучшего
выравнивания на опорных поверхностях толкателя
3 и приталкивателей 5 установлены щетки,
которые щетиной упруго воздействуют на
каждый блок в пачке 4, выравнивая его
по упорам 7 и 8. Затем пачка 4 зажимается
предварительным прижимом 6 и передвигается
в позицию обрезки подавателем. Если пачка
4 будет плохо выровнена, то она заденет
контрольный щуп 15 и машина остановится,
дав сигнал оператору. Главный прижим 12
зажимает пачку 4 в рабочей позиции резальной
машины, а боковые и передний ножи 11 поочередно
обрезают блоки с трех сторон. Планки 13
(либо блок из следующего цикла работы
машины) выводят обрезанную пачку 4 из
зоны резания на выводной транспортер 14,
откуда блоки переходят на отводной транспортер
16, стапелеровщик или в последующую секцию
поточной линии.
Магазин самонаклада состоит из двух
постоянных стенок и двух стенок, регулируемых
в зависимости от формата блоков. Передняя
стенка магазина может настраиваться на
высоту обрезаемой пачки, щуп 15 - на формат
заготовок, положение ножей - на размеры
готового издания.
Комментарий
редакции
ТРМ как
самостоятельное оборудование
В
статье обстоятельно рассмотрен вопрос
об использовании трехножевых резальных
машин в составе производственных
линий. Однако достаточно часто приходится
слышать и о применении ТРМ самостоятельно.
В подавляющем большинстве случаев
для этого применяются старые отечественные
(в смысле - советские) машины, выпущенные
еще в 70-х гг. Тем не менее, многие
из них еще работают, и работают
вполне успешно. Поэтому в последнее
время все чаще возникают вопросы,
а нужно ли покупать отдельно стоящую
ТРМ, какова в ней потребность. И
в каких случаях какую машину приобретать.
Ответ на этот вопрос не так уж
и прост. Основное, на что надо ориентироваться
при решении - даже не качество реза:
при определенных навыках и грамотном
подходе и на одноножевой машине
можно получить качество блока, неотличимое
от ТРМ. Скорее всего, главным фактором
будет количество экземпляров продукции,
которое приходится обрезать в день.
На наш взгляд, пограничным значением
следует считать тираж 2–2,5 тыс.
экземпляров книг или брошюр за смену.
Сделать такой объем на одноножевой
машине еще можно, а при большем
количестве, скорее всего, нужно
переходить на трехножевую. Впрочем,
это наше частное мнение: на каждом
предприятии решение надо принимать
самостоятельно. Тем не менее, важно
то, что определяющим фактором является
именно тираж.
|
В самонакладе имеются блокировки, необходимые
для обеспечения бесперебойной работы машины:
датчики заполнения/опустошения магазина,
правильного движения пачек по транспортерам
и т. п. Заполнение магазина до установленного
уровня приводит в действие датчик, который
включает работу машины и подачу пачки
в режущий блок. При переполнении магазина
останавливается загрузочный транспортер,
который снова включается после уменьшения
блоков в магазине до минимального уровня.
Если же в магазине остается блоков меньше,
чем это необходимо для комплектования
одной пачки, то машина останавливается,
предупреждая подачу неполной пачки в зону
обрезки.
Более простые машины с ручным накладом
могут отличаться от рассмотренной выше
схемы отсутствием загрузочного и выводного
транспортеров, толкателей 9 и 3, щупа
15 и других частей, обеспечивающих автоматическую
работу ТРМ. В этом случае их функции возлагаются
на оператора машины.
Современное трехножевое резальное оборудование
отличается высоким качеством выпускаемой
продукции, оперативностью (когда полная
настройка машины на новый тираж занимает
всего 5–10 мин), возможностью обрабатывать
блоки толщиной до 100 мм, гидравлической
системой прижима с плавно регулируемым
усилием и автоматической настройкой под
конкретные блоки и многим другим. Производительность
таких машин достигает 100 цикл/мин, масса
- 5 т. Наиболее известные производители
такого оборудования - компании Wohlen-berg,
Рerfecta, Horizon. В России, кроме них,
распространены ТРМ 2БРТ украинского производства
и китайское оборудование от фирм Purlux
и Clarity.
ТПМ в составе
ВШРА и поточных линий на базе клеевого
бесшвейного скрепления
ТРМ
- неотъемлемая часть вкладочно-швейно-резальных
агрегатов (ВШРА), предназначенных для
автоматического производства брошюр на
проволочном скреплении. Наиболее известные
в России ВШРА продукты фирм Muller-Martini,
Heidelberg (ранее Bremer), Ocaka и Purlux.
 |
Рис. 3. ВШРА и его резальный
модуль (Purlux)
|
Машины этого вида предназначены для изготовления
брошюр и журналов объемом до 100 с., а
иногда и больше. В состав ВШРА входят
расположенные в ряд вдоль сборочного транспортера
тетрадные самонаклады, самонаклад-фальцаппарат
обложки, контрольное устройство, проволокошвейный
модуль, накопитель для некомплектной продукции,
ТРМ и приемно-стапелирующее устройство.
Резальные секции ВШРА - это трехножевой
автомат, обрезающий продукцию поштучно
в двух позициях: сначала первым ножом
по передку, затем боковыми ножами - по
головке и хвостику брошюры. Если подбираются
и сшиваются тетради-двойники, между боковыми
ножами устанавливается один (или два)
дополнительный нож, разрезающий комплекты
на одинарные экземпляры.
Обрезка происходит во всех позициях
без марзанов с помощью неподвижных контр-ножей.
Перед этим в каждой позиции происходит
выравнивание продукции корешком по передним
упорам, а головкой - по боковым. Специальные
прижимы, имеющие достаточно большую площадь
поверхности, удерживают брошюру или журнал
при обрезке.
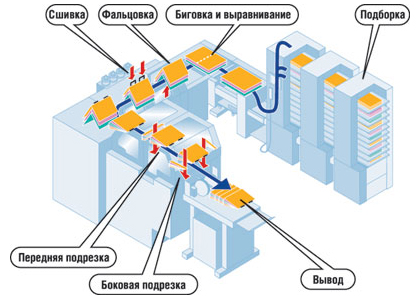
Помимо традиционных ВШРА, появляются
новые гибридные брошюровальные комплексы,
объединяющие стандартные листоподборочные
башни вертикального типа с профессиональными
брошюровальными модулями. Далее в авторской
справке рассказано об одной из таких новинок
- японской машине Horizon StitchLiner.
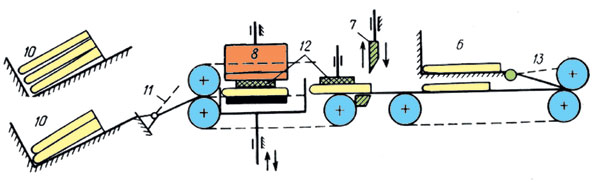
Рис. 4. Структурная схема
резального модуля
ТРМ, входящие в состав высокопроизводительных
поточных линий для производства книг в
обложке, не сильно отличаются от выше
рассмотренной операционной машины. Главная
особенность такого оборудования - способность
работать в упряжке: вся цепочка должна
быть согласована по производственным параметрам,
управляться с одного центрального пульта
и иметь датчики прохождения продукции,
способные остановить комплекс при возникновении
замятий на любом ее модуле. В качестве
примера приведем комплекс на базе стандартной
автономной ТРМ Horizon HT-70 и машины
клеевого бесшвейного скрепления карусельного
типа Horizon BQ-460. Для обеспечения непрерывности
работы эти машины соединены специальными
транспортерами через охлаждающий модуль,
сокращающий время закрепления клея на
блоках.
Рис.
5. Horizon BQ460-HT70
авторская
справка
Высокопроизводительная
брошюровочная линия StitchLiner
 Это
первый в мире брошюровочный комплекс,
построенный по новой концепции.
Ее особенность - сочетание компактных
вертикальных листоподборочных машин
с профессиональными брошюровочными
модулями, ранее используемых в ВШРА
или других производительных машинах. Это
первый в мире брошюровочный комплекс,
построенный по новой концепции.
Ее особенность - сочетание компактных
вертикальных листоподборочных машин
с профессиональными брошюровочными
модулями, ранее используемых в ВШРА
или других производительных машинах.
Составные части Horizon StitchLiner
- листоподборочные станции VAC-100,
накопительно-биговальный модуль
Horizon ACF-30, проволокошвейно-фальцевальный
модуль SPF-30 и трехножевая резальная
машина Horizon HTS-30.
 Отличительные
особенности этой линии: Отличительные
особенности этой линии:
- производительность 5500 брошюр
в час, оптимально подходящая для
обработки коротких и средних тиражей
журнальной продукции;
- удобство управления с помощью
сенсорного ЖК-монитора;
- предварительная биговка подобранных
листов и фальцовка в два этапа,
что гарантирует высокое качество
журнальной продукции;
- компактная U-образная компоновка
линии.
|
Более производительные брошюровальные
комплексы Horizon CABS имеют до шести
шестилотковых подборочных станций, 15-лотковую
машину клеевого бесшвейного скрепления
и скоростную ТРМ. Производительность такого
комплекса достигает 5200 книг в час, время
настройки на тираж - несколько минут.
Преимущества
ТРМ по сравнению с одноножевыми резаками
- Лучшее
качество получаемой продукции.
Особенность книжно-журнальной продукции
- ее неравномерность по толщине, что
приводит к проблемам при подрезке на
одноножевых машинах. На ТРМ эта проблема
может быть нивелирована за счет специальной
приправки, которая выравнивает силу
сжатия блока или стопы, учитывая, что
корешок блока и корешковая часть стопы
всегда толще переднего края. Эта приправка
не позволяет прижиму выжимать среднюю
часть блока или стопы в сторону переднего
края, что могло бы привести к укорочению
этой части по сравнению с требуемым
размером издания. На ТРМ, входящих в
состав ВШРА или поточной клеевой линии,
эта проблема снижается за счет поштучной
обработки каждого издания. Суммарная
погрешность толщины заготовки в этот
случае ниже, и, следовательно, дефекты
резания также будут меньше.
- Лучшее
качество крышек издания. На одноножевых
резаках, чтобы жестко фиксировать блоки
в области передка, приходится прижимом
передавливать более толстую корешковую
часть блока. Это не проходит бесследно
для изданий с обложкой из рыхлого или
структурированного материала. Про величину
спрессованности продукции см. в авторской
справке.
- Более
высокая точность реза. Один раз
настроив ТРМ на конкретный тираж, нет
необходимости менять эти настройки до
окончания работы. В одноножевых же машинах
используются, как минимум, три установки
положения ножа с неизбежными их переключениями.
И даже самая современная машина имеет
какие-то люфты, приводящие к неточностям
положения реза или отклонения углов
издания от 90 градусов. Приталкивание
блоков перед резом здесь всегда осуществляется
оператором, «субъективный фактор» которого
оставляет возможность совершения ошибки.
- Большая
производительность. ТРМ, оснащенные
даже ручным накладом блоков, будут производительнее
любых одноножевых резальных машин. Ведь
здесь готовая продукция получается за
один цикл вместо трех. Плюс не надо
менять настройки реза в процессе выполнения
тиража.
- Требуется
меньше рабочего пространства.
Хотя ТРМ имеет большие габариты по сравнению
с одноножевыми машинами, здесь не нужны
дополнительные площади для хранения
полуфабрикатов, или необрезанных до
конца изданий. Понятно, что даже на
самой современной одноножевой резальной
машине никто не будет перестраивать
положение затла для выполнения второго
или третьего реза для каждого обрабатываемого
блока. Процедура резки в этом случае
выполняется в три приема с небольшим
запасом брошюр после каждой операции.
- Меньшие
количество и квалификация персонала.
От оператора операционной ТРМ после
однократной настройки машины требуется
лишь контроль за работой оборудования,
или установка заготовок на подаватель,
если машина не автоматизированная. На
ТРМ в составе ВШРА и поточных линий
вообще не предусмотрено отдельного оператора
для обслуживания резального модуля.
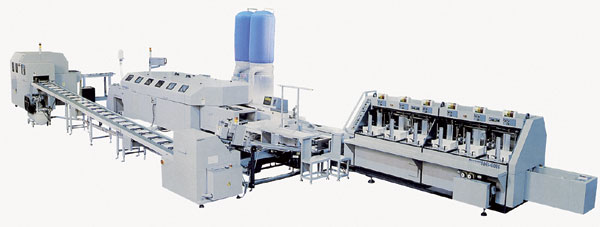
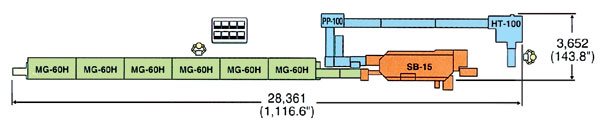
Рис. 6. Horizon CABS5000
Вывод
Еще
раз повторим, что для получения продукции
лучшего качества целесообразнее использовать
в ее производстве специализированное для
этого оборудование. Экономический вопрос
«стоит ли игра свеч?» каждая типография
должна решать самостоятельно. Для информации,
стоимость высококачественной ТРМ европейского
или японского производства от 100 тыс.
долл, китайских машин - 30–50 тыс. долл.
Цена же высококачественной одноножевой
резальной машины с программированием на
длину реза 76–78 см в полтора-два раза
дешевле китайской ТРМ и в четыре–пять
- соответствующего оборудования ведущих
мировых производителей.
авторская
справка
Оценка качества
обрезки блоков
В
соответствии с требованиями ГОСТ
5773 на обрезку нижнего поля дается
6–7 мм, верхнего 4–3 мм (в сумме
10 мм), а переднего - 5 мм или 5,5
мм (у форматов 60і90/32, 70і90/32,
75і90/32 и 75і90/16). Допуск на
точность обрезки - +/- 0,1 мм.
Книжные блоки после обрезки оцениваются
по следующим показателям качества:
- точности формата издания;
- отсутствию косины;
- полноте срезки фальцев, графеечных
проколов и кромок листов;
- гладкости и чистоте обрезов;
- отсутствию слипания листов.
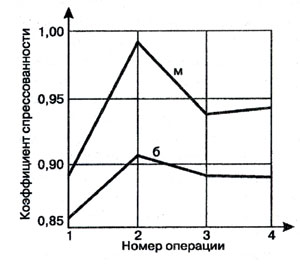 |
Степень спресованности блоков
|
Важнейший показатель качества блоков
после обрезки - их размер по ширине,
так как он определяет ширину развернутой
переплетной крышки, а в готовой
книге - размеры передних кантов
и, косвенно, плотность вставки.
При обрезке блоков на ТРМ размер
блоков по высоте зависит, в основном,
от точности установки боковых ножей,
поскольку влиянием других факторов
можно пренебречь. На точность обрезки
блоков по ширине влияют чаще всего
сила прижима блока или стопы блоков
в процессе обрезки, толщина блока
или высота стопы и коэффициент их
спрессованности.
С увеличением силы прижима блока
или стопы блоков от 3 до 7 кН точность
обрезки (уменьшение разницы в размерах
по ширине блока) возрастет примерно
в шесть раз. С увеличением толщины
блоков или высоты стопы и уменьшением
коэффициента спрессованности блоков
точность обрезки блоков по ширине
уменьшается, в основном, из-за прогиба
верхних листов под кромкой лезвия.
Чтобы выдержать требования ГОСТ
5773 к точности обрезки блоков полной
приверткой, коэффициент спрессованности
блоков перед обрезкой должен быть
в пределах 0,90–0,96 в зависимости
от толщины бумаги и блока. |
Принимая во внимание, что производительность
ТРМ, как минимум, вдвое выше одноножевой
машины, можно сделать выводы:
- Если в типографии объем книжно-журнальной
продукции позволяет полностью загрузить
две одноножевые резальные машины, есть
смысл модернизировать производство и
использовать ТРМ. В этом случае затраты
на новое оборудование оправдаются увеличением
производительности предприятия. Освободившиеся
машины можно будет продать или использовать
более эффективно на подрезке ровных
стоп бумаги.
- Если объем работ меньше, надо подумать,
во сколько Вы цените увеличение качества
продукции. Десяток «зарезанных» тиражей
сведут на нет всю экономию от использования
универсального оборудования.
- Если загрузки недостаточно даже для
загрузки одной одноножевой машины, думать
о ТРМ пока рановато.
Не следует забывать и то, что продуманная
технология повысит качество и оперативность
работы, а это, в свою очередь, привлечет
дополнительные заказы.

|

2003.jpg)